Главная
Сварные
соединения из пленок
Основные
типы сварных соединений из полиэтиленовых пленок толщиной 30...500мкм, выполненных термоконтактной сваркой (контактной
тепловой, в том числе и термоимпульсной), газовым теплоносителем, инфракрасным
излучением и экструдируемой присадкой, установлены ОСТ 1.411-17-87.
В стандарте приняты следующие обозначения
способов сварки:
ГТ - газовыми теплоносителями без присадки;
К - термоконтактная;
КТИ - контактная термоимпульсная;
ИК - инфракрасным излучением;
ЭП - экструдируемой присадкой.
Условные обозначения различных типов сварных
соединений, конструктивные элементы и размеры подготовленных кромок свариваемых
деталей и швов приведены в табл. 23д.
Указанные в стандарте соединения в ряде
случаев могут быть выполнены с помощью других способов сварки, а также из
других материалов.
Так, соединения типа С3 - С8, H1 – Н3, Р1 - Р5 можно выполнять термоконтактной сваркой (К и КТИ) из
пленок полипропилена, плавких фторопластов (Ф-4МБ, Ф-40, Ф-42, Ф-4НА, Ф-ЗМ,
Ф-30, Ф-32Л, Ф-2М, Ф-10), термопластичного полиуретана (ГПУ); Н3, Р4 - из
пленок фторопласта-4 и др.
Соединения типа С3 - С8, H1 – Н3, Р1 - Р5 могут быть выполнены также высокочастотной сваркой в
случае пленок, хорошо свариваемых этим методом, — поливинилхлоридных,
полиамидных, некоторых фторопластовых пленок (Ф-2М, Ф-32Л, Ф-26, Ф-42, Ф-4НА),
пленок из термопластичного полиуретана и др.
Сварные соединения типа H1 и Р1 могут быть выполнены ультразвуковой сваркой в случае
тонких ориентированных полиэтилентерефталатных и полипропиленовых пленок.
Помимо типов сварных соединений, установленных
ОСТ 1.411-17-87, при сварке пленок можно применять нахлесточное соединение с заделкой
кромок, выполненное двусторонней термоконтактной, высокочастотной либо
ультразвуковой сваркой (см. табл. 23е, условное обозначение Н7).
Типы
сварных соединений из армированных пленок толщиной 0,5... 1,5мм как равнотолщинных, так и разнотолщинных с
двусторонним и односторонним нанесением термопластичного покрытия из поливинил-хлорида, полиамида, полиэтилена, полипропилена и
других термопластов, выполненные контактной тепловой (термоконтактной)
прессовой сваркой, определены ОСТ 102-47-78.
Условные обозначения различных типов сварных
соединений, конструктивные элементы и размеры подготовленных кромок свариваемых
деталей и швов, установленные настоящим стандартом, приведены в табл. 23е -
23з; условное обозначение способа термоконтактной (контактной тепловой)
прессовой сварки - КПТ (соответствует обозначению К в
ОСТ 1.411-17-87).
Кромки
швов сварных соединений из армированных пленок (за исключением соединения типа Н2) должны
быть заплавлены слоем термопласта, который герметизирует шов и образует плавный
переход к основному материалу, при этом толщина материала шва должна быть не
менее одинарной толщины свариваемой пленки.
Сварные соединения
армированных пленок могут быть выполнены контактной термоимпульсной сваркой
(КТИ), а также высокочастотной прессовой сваркой в случае армированных пленок
и других комбинированных пленочных материалов с двусторонним и односторонним
нанесением термопластичного покрытия, хорошо свариваемого этим методом, —
поливинилхлорида, термопластичного полиуретана, некоторых плавких фторопластов
(Ф-2М, Ф-32Л, Ф-26, Ф-42, Ф-4НА) и др.
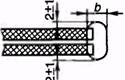
23д.
Условные обозначения и размеры (мм) сварных соединений
полиэтиленовых пленок
|
Тип соединения и обозначение |
Характер выполненного
шва |
Конструктивные
элементы |
Способ сварки |
s = s1 |
b |
|
|
подготовленных
кромок деталей |
шва соединения |
|||||
|
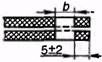
Стыковое С1 |
Односторонний без дополнительных накладок |
|
|
ЭП |
0,03...0,5 |
- |
|
С2 |
Двусторонний без дополнительных накладок |
|
|
ЭП |
0,2...0,5 |
- |
|
С3 |
Односторонний с одной дополнительной накладкой |
|
|
К |
0,03...0,1 |
4-1+2 |
|
С4 |
КТИ |
0,03...0,2 |
4-1+2 |
|||
|
С5 |
Двусторонний с одной дополнительной накладкой |
К |
0,1…0,2 |
4-1+2 |
||
|
С6 |
КТИ |
0,2...0,5 |
6-1+2 |
|||
|
С7 |
Двусторонний с двумя накладками |
|
|
К КТИ |
0,03...0,2 |
5-1+2 |
|
С8 |
КТИ |
0,2...0,5 |
8-1+2 |
|||
|
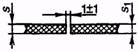
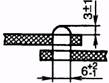
Нахлесточное H1 |
Односторонний |
|
|
К |
0,03...0,1 |
4-1+2 (для s =
0,03...0,2); 6-1+2 (для s =
0,2...0,5) |
|
Н2 |
КТИ ГТ ИК |
0,03...0,2 0,03...0,2 0,03...0,5 |
||||
|
Н3 |
Двусторонний |
КТИ |
0,2...0,5 |
|||
|
Н4 |
Односторонний с наружной укладкой экструдата |
|
ЭП |
0,03...0,2 |
- |
|
|
Н5 |
Односторонний с заделкой кромки |
|
ЭП |
0,03...0.5 |
- |
|
|
Н6 |
Двусторонний с заделкой кромок |
|
ЭП |
0,03...0,5 |
- |
|
|
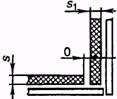
Угловое У1 |
Односторонний со съемными подкладками |
|
|
ЭП |
0,2...0,5 |
- |
|
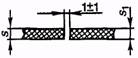
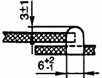
Т-образное P1 |
Односторонний |
|
|
К |
0,03...0,1 |
4-1+2 (для
s=0,03...0,2); 6-1+2 (для
s=0,2...0,5) |
|
Р2 |
КТИ ГТ |
0,03...0,2 |
||||
|
Р3 |
ИК |
0,03...0,5 |
||||
|
Р4 |
Двусторонний |
КТИ |
0,2...0,5 |
|||
|
Р5 |
Двусторонний с дополнительной накладкой |
|
|
КТИ ИК |
0,03...0,5 |
4-1+2 (для
s=0,03...0,1); 6-1+2 (для s=0,1...0,2); 8-1+2
(для s=0,2…0,3); 10-1+2 (для s=0,3...0,5) |
|
Р6 |
Односторонний с наружной укладкой экструдата |
|
|
ЭП |
0,2...0,5 |
- |
|
Р7 |
Односторонний с заделкой кромок |
|
|
ЭП |
0,2...0,5 |
- |
|
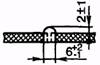
Р8 |
Односторонний, оплавленный |
|
|
ГТ |
0,3...0,5 |
1±0,5 (для s=0,05...0,1); 2±1 (для
s=0,1...0,2); 3±2 (для s=0,2...0,5) |








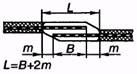
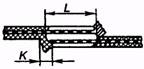
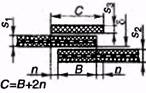
23е.
Условные обозначения, размеры (мм) нахлесточных
сварных соединений армированных пленок (термоконтактная прессовая сварка)
|
Характер
выполненного шва, размеры |
Условное
обозначение |
Конструктивные
элементы |
s1 =
s2 |
|
|
подготовленных
кромок деталей |
шва соединения |
|||
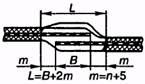
|
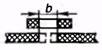
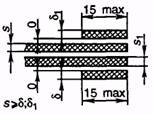
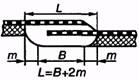
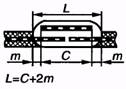
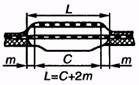
Двусторонний В = 15...50; δ=0; m<5; L<60 |
H1 |
|
|
0,5...1,5 |
|
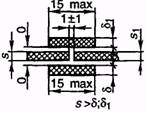
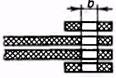
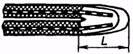
Двусторонний без заделки кромок В = 20...50; δ = 0; L = 20...50; k=5 |
Н2 |
|
|
0,5...1,5 |
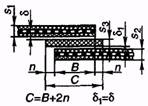
|
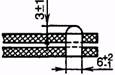
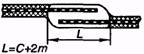
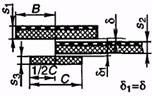
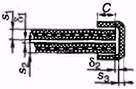
Двусторонний с дополнительной накладкой s3<1; B=15...40; L < 60;
n=5...10; С = 30...50 |
Н3 |
|
|
0,5...1,5 |
|
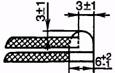
Двусторонний с двумя дополнительными накладками s3 < 1; s4 < 1;
B=20...30; m<5; L<70; С=20...30 |
Н4 |
|
|
0,5...1,5 |
|
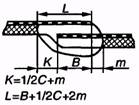
Двусторонний с внутренней неармированной прокладкой s3 = 0.5...1; m < 5; B = 15...30;
n = 5; L<60; С = 25...50 |
Н5 |
|
|
0,5...1,5 |
|
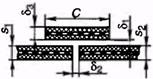
Двусторонний с внутренней армированной прокладкой s3 = 0,5...1,5; В = 15..30;
m<5; L<50; n = 5; С<50 |
Н6 |
|
|
0,5...1,5 |
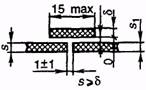
|
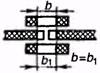
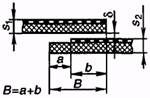
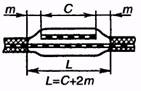
Двусторонний b = 20..30; m < 5; L<60; а = 10...20 |
Н7 |
|
|
0,5...1,5 |
|
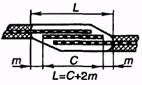
Двусторонний с дополнительной неармированной накладкой s3 = 0,5...15; m<5; B=20…30;
L<60; С = 20…30 |
Н8 |
|
|
0,5...1,5 |


23ж.
Условные обозначения, размеры (мм) стыковых сварных соединений
армированных пленок (термоконтактная прессовая сварка)
|
Характер
выполненного шва |
Условное обозначение |
Конструктивные
элементы |
|
|
подготовленных
кромок деталей |
шва соединения |
||
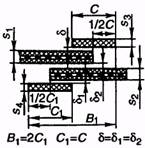
|
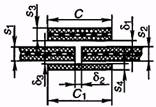
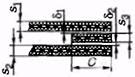
Двусторонний с накладкой |
С1 |
|
|
|
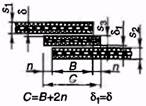
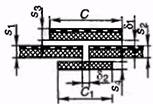
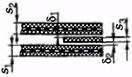
Двусторонний с дополнительными накладками |
С2 |
|
|
|
То же |
С3 |
|
|
|
Характер
выполненного шва |
s1=s2=s3 |
s4 |
δ1 |
δ2 |
δ3 |
С |
C1 |
m |
L |
|
Двусторонний с накладкой |
0,5...1,5 |
- |
0 |
До 2 |
- |
20...50 |
- |
- |
До 60 |
|
Двусторонний с дополнительными накладками |
0,5...1,5 |
До 1 |
0 |
До 2 |
0 |
30...50 |
30...50 |
До 5 |
До 60 |
|
То же |
0,5... 1,5 |
0,5... 1,5 |
0 |
До 2 |
- |
30...50 |
20...30 |
До 5 |
До 60 |
23з.
Условные обозначения, размеры (мм) Т-образных сварных
соединений (рантовых) армированных пленок
(термоконтактная прессовая сварка)
|
Характер выполненного
шва |
Условное
обозначение |
Конструктивные
элементы |
s1 |
s2 |
s3 |
δ1 |
δ2 |
С |
L |
|
|
подготовленных
кромок деталей |
шва соединения |
|||||||||
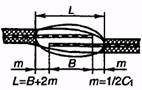
|
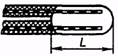
Двусторонний без дополнительных накладок |
Р1 |
|
|
0,5...1,5 |
0,5...1,5 |
- |
0 |
- |
- |
30...50 |
|
Двусторонний с внутренней армированной прокладкой |
Р2 |
|
|
0,5...1,5 |
0,5...1,5 |
0,5…1,5 |
0 |
0 |
20...50 |
До 60 |
|
Двусторонний с дополнительной неармированной
прокладкой |
Р3 |
|
|
0,5...1,5 |
0,5...1,5 |
0,5…1,5 |
0 |
0 |
20...50 |
До 60 |
|
Двусторонний с дополнительной армированной
накладкой |
Р4 |
|
|
О,5...1,5 |
0,5.-1,5 |
0,5…1,0 |
0 |
До 2 |
20...40 |
До 60 |


email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов