Главная
Втулки
и вкладыши неметаллических подшипников
Рекомендации
по выбору материалов. В зависимости
от условий работы подшипникового узла выбирают марку материала для полимерной
втулки. При подборе материала втулки необходимо учитывать требования по
долговечности подшипникового узла с учетом предельной величины износи; втулки,
условий работы (наличие абразива, влаги, характера нагрузки и т. д.). Рекомендуемые
полимерные материалы приведены в табл. 25а-25в.
Технические
условия на свертные втулки из металлофторопласта
(табл. 26 - 28). Внутренний диаметр
втулок проверяют после запрессовки их последовательно в оба гнезда калибра,
изготовленного с одной стороны по верхнему, а с другой стороны по нижнему
предельному отклонению Н8 для соответствующего диаметра посадочного места в
изделии.
Диаметр d должен удовлетворять требованиям
посадки Н7 и Н8 в зависимости от типа втулки. Эскиз
калибра для втулки с диаметром d=10мм приведен на рис. 4.
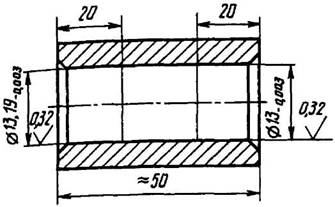
Рис. 4. Калибр для
втулки
Наружный диаметр втулок гарантируется
размерами оснастки.
Толщину и структуру антифрикционного слоя
втулок проверяют на микрошлифах под микроскопом с увеличением в 30-50 раз.
Срок службы втулок 3 года.
Внутренний диаметр посадочного места в
изделии выполняют по Н7 с параметром шероховатости
поверхности Ra=0,63мкм.
Отклонение от соосности отверстия А относительно отверстия Б - не более 0,03мм (рис. 5).
Запрессовку втулок выполняют с помощью запрессовочных пуансонов с заплечиками для упора в торец
или буртик втулки. Диаметр запрессовочных пуансонов
выполняют по посадке f7, а параметры шероховатости рабочей поверхности в
пределах Ra 0,63 и Ra
0,32мкм. Перед приложением усилия для запрессовки втулки необходимо установить
относительно отверстия в изделии так, чтобы исключить возможность движения
втулки с перекосом.
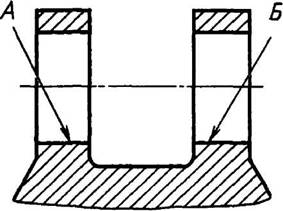
Рис. 5. Отклонение
от соосности отверстия А относительно отверстия Б
25а.
Рекомендуемые полимерные материалы
|
Режим работы |
Смазка |
Материал |
||
|
р,
МПа, не более |
v, м/с, не более |
pv,
МПа·м/с, не более |
||
|
5,0 |
0,3 |
0,25 |
Без смазки |
Термопласты: полиамидная смола, поликапролактам,
капрон вторичный |
|
5,0 |
5,0 |
20 |
Периодическая |
То же |
|
5,0 |
0,7 |
0,80 |
Без смазки |
Композиции на основе термопластов с добавкой
5-10% антифрикционных наполнителей (графит серебристый, дисульфид молибдена,
тальк) |
|
5,0 |
0,7 |
0,80 |
Периодическая |
То же |
|
7,5 |
10 |
20 |
Реактопласты: фенопласты, волокниты, текстолит,
древесные пластики |
|
|
7,5 |
10 |
25 |
Реактопласты, наполненные графитом |
|
25б.
Допустимые значения [pav] (МПа·м/с) при эксплуатации ТПС1*
|
Материал |
Тип корпуса СК 2*
или шестерня диаметром, мм |
Рабочий диаметр
d подшипника 3*, мм |
|||||||
|
10 |
15 |
20 |
25 |
30 |
40 |
50 |
60 |
||
|
Периодическое
смазывание |
|||||||||
|
СФД, СТД (основа – поли деталь) |
СК |
6,5 |
3,8 |
2,2 |
1,6 |
1,2 |
1,0 |
0,8 |
0,6 |
|
10,0 |
6,0 |
3,5 |
2,7 |
2,0 |
1,6 |
1,3 |
1,0 |
||
|
200 |
4,5 |
3,0 |
1,8 |
1,4 |
1,1 |
0,9 |
0,7 |
0,5 |
|
|
7,4 |
4,8 |
3,0 |
2,4 |
1,8 |
13 |
1,2 |
1,0 |
||
|
100 |
3,2 |
2,3 |
1,5 |
1,2 |
1,0 |
0,8 |
0,7 |
0,5 |
|
|
5,0 |
3,2 |
2,0 |
1,8 |
1,6 |
1,4 |
1,2 |
1,0 |
||
|
СФД-ВМ, СФД-БС, СФД-ДМ, СФД-АФ (полицеталь (основа), ПТФЭ, MoS2 и др.) |
СК |
9,0 |
7,0 |
3,6 |
3,0 |
2,2 |
1,6 |
1,2 |
0,9 |
|
13,0 |
9,0 |
5,0 |
4,0 |
2,8 |
2,2 |
1,8 |
1,4 |
||
|
200 |
7,0 |
5,0 |
3,0 |
2,6 |
2,0 |
13 |
1Д |
0,8 |
|
|
10,0 |
7,0 |
4,0 |
3,3 |
2,6 |
2,1 |
1,7 |
1,3 |
||
|
100 |
5,0 |
3,8 |
2,8 |
2,4 |
1,8 |
1,4 |
1,0 |
0,7 |
|
|
7,0 |
5,0 |
3,6 |
3,0 |
2,4 |
2,0 |
1,6 |
1,3 |
||
|
Одноразовое смазывание |
|||||||||
|
СК |
5,0 |
3,5 |
1,8 |
1,5 |
1,2 |
0,9 |
0,7 |
0,6 |
|
|
8,0 |
5,0 |
2,7 |
2,2 |
1,6 |
1,2 |
0,9 |
0,7 |
||
|
200 |
3,5 |
2,4 |
1,6 |
1,3 |
1,0 |
0,8 |
0,7 |
0,5 |
|
|
5,0 |
3,5 |
23 |
1,9 |
1,5 |
1,0 |
0,8 |
0,7 |
||
|
100 |
2,8 |
2,1 |
1,4 |
11 |
0,9 |
0,7 |
0,6 |
0,5 |
|
|
3,5 |
2,7 |
1,7 |
1,5 |
1,3 |
0,9 |
0,7 |
0,6 |
||
|
ATM-2 (полиамид 6 (основа), графит,
термоантрацит) |
СК |
4,0 |
3,0 |
1,4 |
1,2 |
1,0 |
0,7 |
0,6 |
03 |
|
6,0 |
4,0 |
2,0 |
1,6 |
1,2 |
0,8 |
0,7 |
0,5 |
||
|
200 |
3,0 |
1,9 |
1,2 |
1,0 |
0,8 |
0,6 |
0,5 |
0,4 |
|
|
4,0 |
2,8 |
1,8 |
1,4 |
1,0 |
0,7 |
0,6 |
0,5 |
||
|
100 |
2,0 |
1,5 |
1,0 |
0,8 |
0,6 |
0,5 |
0,4 |
03 |
|
|
2,8 |
2,0 |
1,4 |
1,2 |
0,9 |
0,6 |
0,5 |
0,4 |
||
1* В
числителе указано допустимое значение [pav]
подшипника с зазором, соответствующим посадке Е10/h8, а в знаменателе – с
зазором, соответствующим посадке D10/h8.
2* СК – стенка корпуса.
3* Ширина ТПС l=0,8d, толщина рабочего слоя t=0,04d.
Для втулок, работающих при повышенных
температурах, предусмотреть крепление в изделии, предотвращающее от осевого
смещения и проворачивания (завальцовка, кернение, посадка на клею и др.).
После установки втулок в изделие внутренний
диаметр их должен соответствовать назначенному типу втулки, его необходимо
проверять гладким калибром.
Покрытие вала – гладкое хромирование с
параметрами шероховатости поверхности Ra0,63 мкм для втулок, изготовленных по
Н8, и Ra0,32 мкм – для втулок, изготовленных по Н7.
Допускаются другие виды покрытий, которые обеспечивают надежную защиту вала от
коррозии и не увеличивают шероховатости поверхности.
25в.
Допустимые значения fpav (МПа · м/с) при эксплуатации ТПС
|
Рабочий диаметр
подшипника, мм |
Тип корпуса (см.
табл. 25б) |
||
|
СК |
Шестерня
диаметром, мм |
||
|
200 |
100 |
||
|
10 |
0,160/0,200 |
0,140/0,175 |
0,120/0,140 |
|
15 |
0,120/0,160 |
0,100/0,130 |
0,080/0,100 |
|
20 |
0,090/0,135 |
0,070/0,105 |
0,050/0,080 |
|
25 |
0,075/0,105 |
0,060/0,090 |
0,045/0,070 |
|
30 |
0,060/0,085 |
0,050/0,070 |
0,040/0,055 |
|
40 |
0,050/0,070 |
0,045/0,060 |
0,040/0,045 |
|
50 |
0,045/0,060 |
0,045/0,055 |
0,035/0,040 |
|
60 |
0,045/0,055 |
0,040/0,055 |
0,035/0,040 |
Примечание. В числителе приведены допустимые значения f·pav при теплопроводности материала, равной
0,3Вт/(м·°С), в знаменателе – при 0,8Вт/(м·°С).
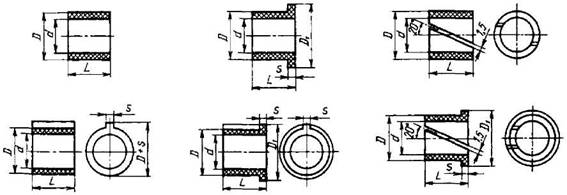
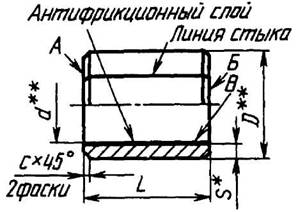
26.
Втулки свертные из металлофторопласта
Втулки применяют в узлах трения
скольжения.
Размеры, мм
|
d |
D |
D1 |
S |
L |
||
|
Ряды длин |
||||||
|
12 |
16/18 |
22/25 |
2/3 |
10 |
12 |
16 |
|
14 |
18/20 |
22/25 |
2/3 |
12 |
14 |
18 |
|
16 |
20/22 |
25/28 |
2/3 |
14 |
16 |
20 |
|
18 |
22/25 |
28/32 |
2,5/3,6 |
14 |
18 |
22 |
|
20 |
25/28 |
30/36 |
2,5/4 |
16 |
20 |
25 |
|
22 |
26/30 |
32/36 |
2,5/4 |
16 |
22 |
28 |
|
25 |
30/32 |
36/40 |
2,5/4 |
16 |
25 |
32 |
|
28 |
32/36 |
38/42 |
2,5/4 |
16 |
28 |
36 |
|
32 |
36/40 |
42/48 |
2,5/4 |
20 |
32 |
40 |
|
36 |
40/42 |
45/48 |
2,5/4 |
22 |
36 |
45 |
|
40 |
45/48 |
50/52 |
2,5/4 |
25 |
40 |
50 |
|
45 |
50/55 |
55/58 |
3/4 |
28 |
45 |
56 |
|
50 |
55/60 |
60/65 |
3/5 |
32 |
50 |
63 |
|
55 |
60/35 |
67/71 |
3/5 |
36 |
56 |
71 |
|
60 |
65/70 |
71/75 |
3/5 |
40 |
60 |
71 |
|
65 |
70/80 |
75/85 |
3/6 |
45 |
68 |
80 |
|
70 |
75/85 |
85/90 |
3/6 |
50 |
71 |
80 |
|
75 |
80/85 |
85/90 |
3,5/6 |
50 |
75 |
90 |
|
80 |
85/90 |
90/95 |
3,5/6 |
50 |
80 |
100 |
Значения величин D, D1, S в
числителе для втулок из термопластов, в знаменателе – для втулок из
реактопластов.
Технические
требования. Отклонения на размеры
втулок – по ГОСТ 11710-66.
На размеры D и d допускается изготовление
фаски – см. т. 1, гл. V.
Допускается изготовление шпонки со скругленными
гранями и не на полную длину втулки. Поверхность втулок должна быть гладкой,
без заусенцев, вздутий, трещин, расслоений, вмятин. После запрессовки втулки
дополнительная обработка по отверстию d не допускается.
27.
Втулки с буртиком из металлофторопласта
Втулки из металлофторопластовой ленты
работают в условиях трения без смазки.
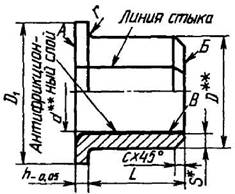
Размеры, мм
|
d (откл. по Н7 и Н8) |
D (откл. по u7) |
D1 |
S |
с ±0,1 |
r |
h |
L-0,2*** |
|
5 |
7 |
12 |
1,0 |
0,3 |
1,0 |
0,9 |
4-8 |
|
6 |
8 |
14 |
4-10 |
||||
|
7 |
9 |
16 |
4-10 |
||||
|
8 |
10 |
18 |
4-12 |
||||
|
10 |
13 |
20 |
1,5 |
0,5 |
1,5 |
1,4 |
6-16 |
|
12 |
15 |
22 |
6-18 |
||||
|
14 |
17 |
24 |
8-22 |
||||
|
16 |
19 |
26 |
8-24 |
||||
|
18 |
21 |
28 |
10-26 |
||||
|
20 |
23 |
30 |
10-30 |
||||
|
22 |
25 |
33 |
12-34 |
||||
|
24 |
27 |
36 |
12-36 |
||||
|
26 |
29 |
39 |
16-40 |
||||
|
28 |
31 |
42 |
16-42 |
||||
|
30 |
33 |
45 |
16-44 |
||||
|
32 |
35 |
48 |
16-48 |
||||
|
34 |
37 |
52 |
18-56 |
||||
|
35 |
38 |
54 |
18-56 |
||||
|
38 |
41 |
57 |
18-56 |
||||
|
40 |
43 |
60 |
18-60 |
||||
|
42 |
45 |
65 |
20-60 |
||||
|
45 |
50 |
67 |
2,5 |
0,8 |
2,0 |
2,4 |
22-60 |
|
48 |
53 |
73 |
24-60 |
||||
|
50 |
55 |
75 |
26-65 |
||||
|
55 |
60 |
82 |
28-65 |
||||
|
60 |
65 |
90 |
28-65 |
||||
|
65 |
70 |
95 |
28-65 |
||||
|
70 |
75 |
105 |
30-65 |
||||
|
75 |
80 |
112 |
30-65 |
||||
|
80 |
85 |
120 |
32-65 |
||||
|
85 |
90 |
125 |
32-70 |
||||
|
90 |
95 |
130 |
36-70 |
||||
|
100 |
105 |
140 |
40-70 |
||||
|
110 |
115 |
150 |
40-70 |
||||
|
120 |
125 |
160 |
40-70 |
* Размер, для справок.
** Размеры даны для втулки в рабочем
состоянии.
*** Размер L в указанных пределах брать из
ряда: 4; 6; 8; 10; 12; 14; 16; 18; 20; 22; 24; 26; 28; 30; 32; 34; 36; 38; 40;
42; 44: 46; 48; 50; 56; 60; 65; 70мм.
Материал: металлофторопластовая лента с
основой из стали 08кп по ГОСТ 1050-88 и из коррозионно-стойкой
стали 08Х18Н10Т по ГОСТ 4986-79.
Покрытие для втулок из стали 08кп: Кд3, кроме
поверхностей А и В.
Величина зазора в стыке в свободном состоянии
втулки – не более 0,2мм.
Отклонение от перпендикулярности поверхностей А и Б относительно В – не более 0,1мм на длине 100мм.
Отклонение от параллельности линии стыка
втулки относительно поверхности В - е более 0,3мм на
длине 100мм.
Разностенность втулки – не более 0,03мм.
Перед монтажом втулки, валы, оси тщательно
промывают до полного удаления с их поверхности консервирующей смазки, пыли и
насухо протирают бумажными или мягкими матерчатыми салфетками. Применение для
протирки загрязненной абразивными частицами ветоши или грубых тканей не
допускается. Не допускается применение для очистки от грязи металлических
щеток, ершей.
Промытые и насухо протертые рабочие
поверхности валов, осей и втулок смазывают ровным слоем консистентной смазки
типа ЦИАТИМ-201. В дальнейшем при работе смазка не требуется. Смазка узлов
трения, работающих при повышенных температурах (от +100 до +260°С), при установке
не производится.
28.
Вкладыши гладкие из металлофторопласта
Вкладыши из металлофторопластовой ленты
работают в условиях трения без смазки.
Размеры, мм
|
d (откл. поН7, Н8) |
D (откл. по u8) |
S |
с ±0,1 |
L-0.2 |
d (откл. поН7, Н8) |
D (откл. по u8) |
S |
с ±0,1 |
L-0.2 |
|
5 |
7 |
1 |
0,3 |
4-8 |
38 |
41 |
1,5 |
0,5 |
18-56 |
|
6 |
8 |
4-10 |
40 |
43 |
18-60 |
||||
|
7 |
8 |
4-10 |
42 |
45 |
18-60 |
||||
|
8 |
10 |
4-12 |
|||||||
|
10 |
13 |
1,5 |
0,5 |
6-16 |
45 |
50 |
2,5 |
0,8 |
18-65 |
|
12 |
15 |
6-18 |
48 |
53 |
18-70 |
||||
|
14 |
17 |
8-22 |
50 |
55 |
18-75 |
||||
|
16 |
19 |
8-24 |
55 |
60 |
20-80 |
||||
|
18 |
21 |
10-26 |
60 |
65 |
20-90 |
||||
|
20 |
23 |
10-30 |
65 |
70 |
24-90 |
||||
|
22 |
25 |
12-34 |
70 |
75 |
24-90 |
||||
|
24 |
27 |
12-36 |
75 |
80 |
26-90 |
||||
|
26 |
29 |
16-40 |
80 |
85 |
26-90 |
||||
|
28 |
31 |
16-42 |
85 |
90 |
26-90 |
||||
|
30 |
33 |
16-44 |
90 |
95 |
26-90 |
||||
|
32 |
35 |
16-48 |
100 |
105 |
26-90 |
||||
|
34 |
37 |
20-50 |
110 |
115 |
26-90 |
||||
|
35 |
38 |
20-56 |
120 |
125 |
26-90 |
||||
* Размер для справок.
** Размеры даны для втулки в рабочем
состоянии.
Технические требования. Материал:
фторопластовая лента с основой из стали 08Х18Н10Т (ОХ18Н10Т) по ГОСТ 4986-79.
Покрытие для втулок из стали 08кп: Кд3, кроме
поверхности В.
Величина зазора в стыке в свободном состоянии
втулки не более 0,2мм.
Отклонение от перпендикулярности поверхностей А и Б относительно поверхности В – не более 0,1мм на длине
100мм.
Отклонение от параллельности линии стыка
втулки относительно поверхности В – не более 0,3мм на
длине 100мм.
Разностенность втулки – не более 0,03мм.
29.
Рекомендуемая долговечность втулок по числу циклов и переменной нагрузке
|
d
втулок, мм |
Нагрузка,
МПа, не
более |
Возможный
износ, мм, не более |
|||
|
Номинал |
Отклонение |
250 |
125 |
62,5 |
|
|
Циклы,
не более |
|||||
|
5-18 |
По Н8 |
15000 |
60000 |
150000 |
0,10 |
|
» Н7 |
7000 |
30000 |
75000 |
0,05 |
|
|
20-40 |
По Н8 |
10000 |
50000 |
100000 |
0,12 |
|
» Н7 |
5000 |
25000 |
50000 |
0,07 |
|
|
4 и выше |
По Н8 |
10000 |
50000 |
100000 |
0,20 |
|
» Н7 |
5000 |
25000 |
50000 |
0,10 |
|
Вращение валов, осей и других деталей во
втулках должно быть легким, без заеданий.
Рекомендуемые нагрузки на втулки и
долговечность. Рекомендуемая долговечность втулок по количеству циклов при
возвратно-вращательном движении вала с углом отклонения ±30°, переменной циклической
нагрузке от нуля до максимальной и рабочей температуры в пределах ±60°С должна соответствовать указанной в табл. 29. Скорость
скольжения не должка превышать 0,01м/с.
При повышении температуры до 260^(o)С
нагрузки соответственно должны снижаться в 2 раза. В интервале температур от
-60 до +260°С изменение нагрузок должно соответствовать
графику (рис. 6).
Втулки, работающие при нагрузках не выше
50МПа, следует применять с учетом допускаемых значений pv,
приведенных в табл. 30. Рабочая температура при этом должна быть от -60 до
+60°С.
С повышением температуры более +60°С допустимые нагрузки и значения pv
должны плавно снижаться, как показано на рис. 7.
Осевая нагрузка на буртик втулок должна быть
не более половины рекомендуемой радиальной нагрузки на втулку и должна
рассчитываться на площадь поверхности буртика без радиусных закруглений.
У втулок со снятым приработанным слоем после
установки в изделие допускается для исправления формы отверстия (завышенная
овальность, конусность и др.) калибровка протягиванием разглаживающих протяжек
с натягом, не превышающим 0,06мм. При этом протяжка и втулка должны быть
смазаны смазкой ЦИАТИМ-201 или другой консистентной смазкой.
Коэффициенты трения при отсутствии смазки по
мере износа антифрикционного слоя могут увеличиваться:
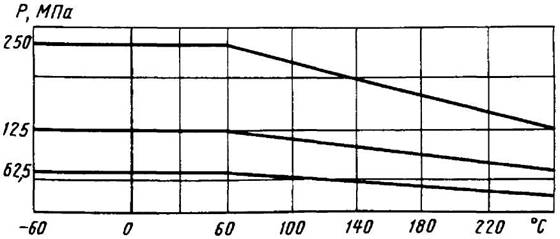
Рис. 6. Изменение
нагрузок в интервале температур от -60 до +260°С
30.
Допускаемые значения pv для втулок при нагрузках не
выше 50Мпа
|
Типовые случаи
приложения нагрузки при применении втулок |
Допускаемые
значения pv, МПа·м/с (при износе не более 0,1мм) |
|
|
Покрытие вала:
гладкое хромирование; время работы
1000ч |
Другие виды покрытий
при отсутствии коррозии вала; время работы
1000ч |
|
|
Постоянная нагрузка вращающегося вала, фиксированная по отношению к
втулке Постоянная нагрузка вращающегося вала относительно втулки Переменная по величине нагрузка вала при возвратно-вращательном
движении |
0,31 0,42 0,47 |
0,23 0,31 0,42 |
кинетический (μкин)
– от 0,07 вначале до 0,2 к концу работы;
статический (μстат) – 0,10 вначале до 0,22 к концу
работы.
Для повышения долговечности рекомендуется
изготовление втулок с полностью снятым приработочным слоем на
металлофторопластовой ленте и упрочнение поверхности антифрикционного слоя
разглаживающими протяжками с натягом, не превышающим 0,1мм. Рекомендуемая
форма протяжки показана на рис. 8.
Рекомендуемая методика подсчета размеров
развертки втулок. Подсчет длины развертки заготовки для втулок без буртика
(рис. 9).
Длина развертки
l = π(d + t1 + 2t2
+ 3t3),
где d – внутренний диаметр втулки, взятый по
верхнему пределу отклонения; t1 – толщина стального слоя ленты; t2
– толщина слоя пористой бронзы; t3 – толщина приработанного слоя
ленты.
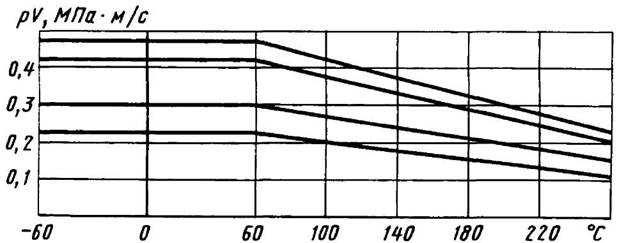
Рис. 7. Изменение
допускаемых нагрузок и значений pv при изменении
температуры
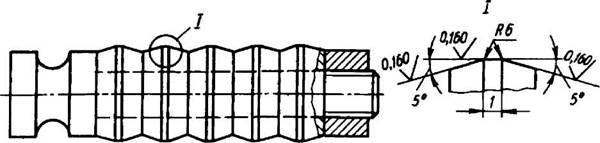
Рис. 8.
Рекомендуемая форма разглаживающей протяжки
Подсчет размеров развертки заготовки для
втулки с буртиком (рис. 10).
Высота развертки заготовки
где 1,2 - коэффициент усадки материала при изготовлении
втулки и для последующей механической обработки;
Нц = L - r
Размеры l и l1 развертки заготовки
![]()
![]()
где r1 = Н - Нц
Примеры применения втулок приведены на рис.
11 и 12.
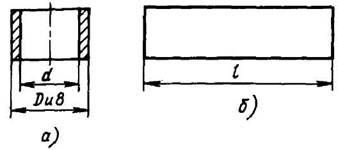
Рис. 9. Развертка
заготовки втулки без буртика:
а
- втулка: б – развертка
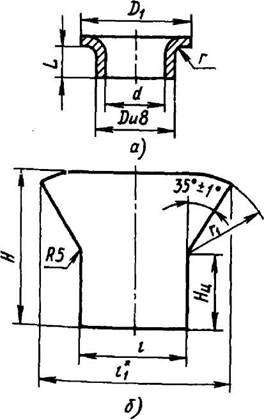
Рис. 10. Развертка
заготовки втулки с буртиком:
а - втулка; б -
развертка: размер Нц - цилиндрическая
часть заготовки
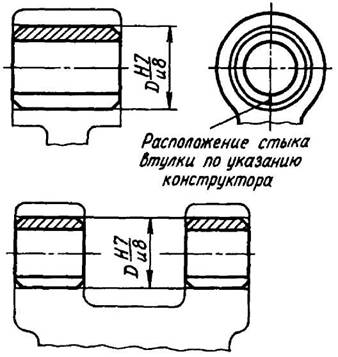
Рис. 11. Пример
применения втулок без буртика
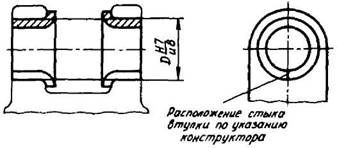
Рис. 12. Пример
применения втулок с буртиком
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов