Главная
Общие
рекомендации по применению деталей из пластин
При изготовлении деталей режущий инструмент следует смачивать водой или мыльной эмульсией.
При изготовлении деталей на станках смачивание должно осуществляться непрерывно. Для смачивания режущего инструмента керосин, бензин, масла и другие разрушающие резину вещества не применяют.
На деталях допускается скос боковых поверхностей до 0,5мм.
Рекомендуемые конструкции посадочных мест указаны на рис. 3-8.
Для уплотнения узлов, работающих под давлением свыше 0,1МПа, детали рекомендуется устанавливать в закрытые посадочные места (рис. 3; 5 - 8). Закрытые посадочные места обеспечивают более высокую надежность и стабильность работы деталей. При этом необходимо, чтобы объем посадочного места превышал максимальный объем детали на 3 - 10%, а деталь прилегала к поверхности посадочного места со стороны, противоположной действию давления рабочей среды.
Для уплотнения узлов, работающих под давлением до 0,1МПа, а также для защиты узлов от попадания пыли и влаги разрешается устанавливать деталь в открытые посадочные места (см. рис. 4).
При изготовлении деталей рекомендуются следующие отношения ширины b детали к высоте h (рис. 9):
для открытых посадочных мест - от 2 до 5;
для закрытых посадочных мест - от 1 до 3.
При выборе конструкции посадочного места необходимо учитывать процент поджатия детали при сборке ε, который вычисляют по формуле
ε = (h– h1)100/h,
где h - высота детали, мм; h1 - глубина посадочного места, мм.
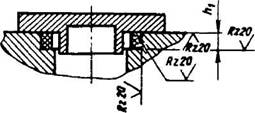
Рис. 3
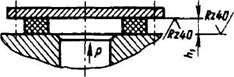
Рис.4
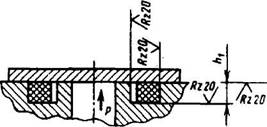
Рис. 5
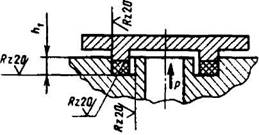
Рис. 6
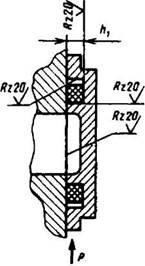
Рис. 7
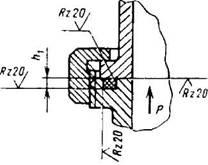
Рис. 8
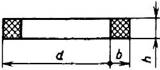
Рис. 9
Поджатие должно составлять 15 - 35% и распределяться равномерно по всему периметру детали.
Параметры шероховатости уплотняемых поверхностей посадочного места должны быть не ниже Rz 20мкм.
При монтаже следует исключить перекосы и смещение детали.
При монтаже деталей в закрытых посадочных местах следует применять смазку ЦИАТИМ-221 по ГОСТ 9433-80 в количестве 2% от массы детали. Для деталей, устанавливаемых в открытых посадочных местах, смазка не допускается.
Растяжение деталей по внутреннему диаметру d должно быть не более 5%.
Острые кромки, соприкасающиеся с деталью при монтаже, должны быть притуплены радиусом или фаской 0,5мм.
При монтаже деталей в резьбовых соединениях вращение металлических уплотняемых поверхностей относительно детали не допускается.
В открытых посадочных местах поверхности детали не должны выступать за боковую поверхность фланца и должны быть защищены от воздействия прямых солнечных лучей.
В закрытых посадочных местах зазор по сопрягаемым поверхностям не должен превышать 0,3мм.
Дополнительные источники
Резина листовая для изделий, контактирующих с пищевыми продуктами - ГОСТ 17133-83.
Полиэтилен низкого давления. Технические условия - ГОСТ 15338-85.
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов