Главная
Содержание
13. Применение Системы допусков и
посадок (ЕСДП) для гладких цилиндрических и плоских соединений
13.1.4. Обозначения допусков и
посадок в технической документации и на чертежах
13.1.5. Отклонения и допуски формы и
расположения поверхностей
13.1.6. Шероховатость
поверхности
13.1.6.1. Обозначение
шероховатости поверхности
13.1.6.2. Выбор и указание на чертеже
шероховатости поверхности
13.1.7. Расположение на чертеже
детали размеров, обозначений баз, допусков формы, шероховатости
13.1.8. Выбор значений твердости
13.1.9. Правила нанесения на
чертежах показателей свойств материалов
13.1.10. Допуски, посадки и
шероховатость поверхностей типовых
деталей
13.1.10.2. Шпоночные
соединения
13.1.10.3. Шлицевые
соединения
13.1.10.3.1. Прямобочные шлицевые соединения
13.1.10.3.2. Эвольвентные шлицевые соединения
13.1.10.4. Резьбовые
соединения
13.1.10.5. Зубчатые и червячные
передачи
13.1.10.6. Соединения
"вал - ступица"
13.1.10.7. Посадки полумуфт на
валах
13.1.10.8. Посадки шкивов
ремённой передачи
13.2. Нанесение на чертежах обозначений
покрытий, термической и других видов обработки
13.3. Указание технических
требований и технической характеристики
13. Применение Системы допусков и посадок (ЕСДП) для гладких цилиндрических и плоских соединений
Стандартизацией называется
процесс установления и применения стандартов-документов, содержащих обязательные
нормы, правила и требования, относящиеся к различным сторонам человеческой
деятельности, в том числе к сфере проектирования, производства, эксплуатации и
ремонта машин.
Стандартизация в машиностроении охватывает широкий круг вопросов от
подготовки производства до выпуска готовых изделий. Внедряются стандарты на
расчеты деталей машин и сборочных единиц, учитывающие последние достижения
науки и передового опыта.
Проектирование изделий
выполняют в соответствии с Единой системой конструкторской документации (ЕСКД),
чем обеспечивается единство требований к выполнению и оформлению
конструкторской документации.
Стандартизацию изделий, проводимую в пределах отрасли или завода,
называют нормализацией. Не на
все выпускаемые изделия имеются государственные стандарты. Например, нет
государственных стандартов на изделия, выпускаемые малыми сериями, а также на
специальное технологическое оборудование и приспособления, применяемые в
отдельных отраслях. Разрабатывают также межведомственные нормали.
Наиболее распространенный
и эффективный метод стандартизации - унификация
- рациональное сокращение многообразия размеров, видов упрочнения,
шероховатости поверхностей и т.п. для изделий одинакового функционального
назначения в конструируемой машине. Например, при назначении размеров
проектируемой детали рекомендуется придерживаться ряда «Нормальные линейные
размеры» (ГОСТ 6636-69).
Унификация сокращает
затраты на производство изделия, так как позволяет свести к минимуму типоразмеры
инструмента, оборудования, комплектующих.
Различают следующие категории стандартов: МС -
международные стандарты, которые разрабатывает Международная организация по
стандартизации (ИСО); СТ СЭВ - стандарты бывшего
Совета Экономической Взаимопомощи (СЭВ); ГОСТы - государственные стандарты; РСТы - республиканские стандарты; ОСТы - отраслевые
стандарты; СТП - стандарты предприятий (нормали).
На нестандартизованную
продукцию предприятия и другие организации разрабатывают технические условия
(ТУ).
При
производстве, эксплуатации и ремонте изделий имеет важное
значение принцип взаимозаменяемости.
Взаимозаменяемость деталей
и сборочных единиц - это принцип конструирования и производства изделий,
позволяющий осуществлять сборку независимо изготовленных изделий замены их
другими аналогичными изделиями, удовлетворяющими техническим требованиям без
дополнительной доработки. При современной поточной сборке машин на конвейерах,
где соединение деталей должно происходить быстро и четко, требование их
взаимозаменяемости является обязательным. Важна взаимозаменяемость деталей и
при ремонте машин.
Необходимо различать 4 вида взаимозаменяемости:
полная - взаимозаменяемые однотипные детали изделия могут быть
изготовлены и установлены «на свое место» без всякой дополнительной обработки
(подшипники, крепежные изделия);
неполная - взаимозаменяемость обеспечивается в среднем, на основе
теоретико-вероятностных расчетов (широко применяется в массовом производстве);
групповая - детали изготавливаются на распространенном станочном оборудовании
с технологически выполнимыми на данном оборудовании допусками, перед установкой
сопрягаемые детали сортируются на несколько размерных групп, а на сборку
подаются детали с одинаковым номером группы (поршни, гильзы цилиндров и
поршневые кольца двигателей внутреннего сгорания);
обеспечиваемая посредством регулирования
и подгонки - в этом случае указывается деталь или её элемент,
подвергаемые пригоночной доработке в процессе сборки, или вводятся
регулировочные детали, называемые компенсаторами.
Обеспечению взаимозаменяемости посвящено значительное
число стандартов, большая часть которых объединена в две системы: ЕСДП –
«Единая система допусков и посадок» и ОНВ – «Основные нормы взаимозаменяемости».
ЕСДП охватывает допуски гладких элементов деталей и посадки, образуемые при
соединении по ним (плоскость, цилиндр, сфера). ОНВ регламентируют допуски и
посадки шпоночных, шлицевых, резьбовых и конических соединений, а также
зубчатых передач и колес.
13.1.1. Общие положения
Все детали машин и механизмов изготавливаются по
размерам, которые получают из расчетов или по конструктивным соображениям. Размер
– это числовое значение линейной величины (диаметра, ширины, длины и
т.д.) в выбранных единицах измерения (в метрической системе измерений − в
миллиметрах). Различают номинальный, действительный и предельный размеры
элементов деталей.
Размеры, которые
проставляют на чертеже, называют номинальными. Номинальный размер - размер, относительно которого
определяют предельные размеры детали. Точное соответствие размера, указанного
на чертеже, размеру готовой детали практически маловероятно. Поэтому назначают
наибольшее и наименьшее отклонения размеров, при которых будут обеспечены
нормальная взаимозаменяемость деталей и работа механизма.
Действительный размер устанавливают измерениями.
Предельные
размеры - те размеры, выход за которые действительного размера
приводит к нарушению взаимозаменяемости или работоспособности детали.
Номинальные размеры, проставляемые на
чертеже, регламентированы ГОСТ 6636, который включает четыре ряда основных
размеров (в порядке предпочтения: Ra5, Ra10, Ra20, Ra40) и один ряд дополнительных размеров.
Чем ниже номер ряда, тем более крупная градация размеров в нем используется
(табл. 13.1). Размеры, меньшие 1 мм и большие 10 мм, можно получить умножением
размеров табл. 13.1 на соответствующую степень десяти (10-1; 10-2;
10; 102 и т.д.).
Таблица 13.1. Ряды основных
нормальных линейных размеров, мм
|
Ряд |
Размеры |
|||||||
|
Ra5 |
1,0 |
|
|
|
|
|
|
|
|
Ra10 |
1,0 |
|
|
|
1,2 |
|
|
|
|
Ra20 |
1,0 |
|
1,1 |
|
1,2 |
|
1,4 |
|
|
Ra40 |
1,0 |
1,05 |
1,1 |
1,15 |
1,2 |
1,3 |
1,4 |
1,5 |
|
Ряд |
Размеры |
|||||||
|
Ra5 |
1,6 |
|
|
|
|
|
|
|
|
Ra10 |
1,6 |
|
|
|
2,0 |
|
|
|
|
Ra20 |
1,6 |
|
1,8 |
|
2,0 |
|
2,2 |
|
|
Ra40 |
1,6 |
1,7 |
1,8 |
1,9 |
2,0 |
2,1 |
2,2 |
2,4 |
|
Ряд |
Размеры |
|||||||
|
Ra5 |
2,5 |
|
|
|
|
|
|
|
|
Ra10 |
2,5 |
|
|
|
3,2 |
|
|
|
|
Ra20 |
2,5 |
|
2,8 |
|
3,2 |
|
3,6 |
|
|
Ra40 |
2,5 |
2,6 |
2,8 |
3,0 |
3,2 |
3,4 |
3,6 |
3,8 |
|
Ряд |
Размеры |
|||||||
|
Ra5 |
4,0 |
|
|
|
|
|
|
|
|
Ra10 |
4,0 |
|
|
|
5,0 |
|
|
|
|
Ra20 |
4,0 |
|
4,5 |
|
5,0 |
|
5,6 |
|
|
Ra40 |
4,0 |
4,2 |
4,5 |
4,8 |
5,0 |
5,3 |
5,6 |
6,0 |
|
Ряд |
Размеры |
|||||||
|
Ra5 |
6,3 |
|
|
|
|
|
|
|
|
Ra10 |
6,3 |
|
|
|
8,0 |
|
|
|
|
Ra20 |
6,3 |
|
7,1 |
|
8,0 |
|
9,0 |
|
|
Ra40 |
6,3 |
6,7 |
7,1 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 |
Номинальные размеры имеют допустимые
отклонения (верхнее и нижнее). Различают отклонения размеров действительные и
предельные. Действительное отклонение − это алгебраическая разность
между действительным и соответствующим номинальным размерами; предельное
отклонение − это алгебраическая разность между предельным и
соответствующим номинальным размерами. Верхнее отклонение
размера есть алгебраическая разность между наибольшим предельным и
соответствующим номинальным размерами. Нижнее отклонение размера −
алгебраическая разность между наименьшим предельным и соответствующим номинальным
размерами.
Предельные отклонения проставляются справа от
номинального размера в виде надстрочного и подстрочного индексов. Верхнее
предельное отклонение всегда ставится вверху, нижнее - внизу (независимо от их
знаков). Если одно из предельных отклонений равно нулю, то оно на чертеже не
ставится.
Нулевая
линия соответствует номинальному
размеру, от нее отсчитывают отклонения размеров при графическом изображении
допусков и посадок.
Степень близости
действительных и номинальных размеров оценивается точностью. Количественной мерой точности является погрешность - это разность
полученных и предписанных значений того или иного размера.
Все размеры деталей принято делить на 3 группы: Охватывающие, которым присвоено общее название отверстие; охватываемые,
которые объединены общим названием вал, и ступенчатые размеры, относимые к
прочим. Охватывающие - это размеры, измеряемые поверхности которых смотрят внутрь, одна на
другую (обычно обозначаются буквой «D»
- D, Dmin,
Dmax). Охватываемые - это размеры, измеряемые поверхности которых смотрят
наружу, в противоположные стороны (обычно обозначаются буквой «d» - d,
dmin, dmax).
Ступенчатые
(прочие) - это размеры, измеряемые поверхности которых направлены в одну сторону.
Точность изготовления
детали характеризуется допусками (рис.13.1 и рис.13.2).
Допуск
размера − это разность
между наибольшим и наименьшим предельными размерами или абсолютная величина
алгебраической разности между верхним и нижним отклонениями размера. Предельные
размеры - два предельно допустимых размера, например: наибольший диаметр
отверстия Dmax и наименьший диаметр отверстия Dmin = Dн (dmin - наименьший диаметр вала).
Размерную зону между верхним предельным отклонением и
нижним предельным отклонением называют полем допуска (Td, рис.
13.1, рис.13.2). Для наглядности сравнения полей допусков их принято изображать
графически в форме прямоугольников на плоскости (рис. 13.2), где отклонения
откладываются по вертикали от нулевой линии, соответствующей номинальному
размеру детали. Отклонения на таких диаграммах обычно изображаются в микронах
(1∙10-6 м) с применением необходимого масштаба.
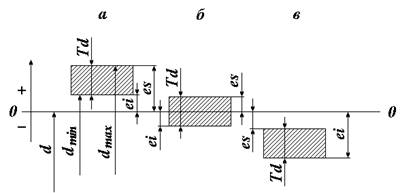
Рис. 13.1. Схема расположения полей допусков вала относительно
нулевой линии (номинальной поверхности):
а -выше; б -
симметрично; в - ниже; ei - нижнее отклонение; es -
верхнее отклонение; Td - поле допуска размера.
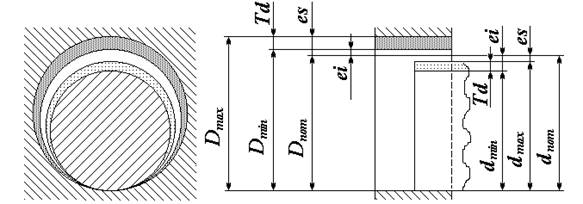
Рис. 13.2. Схема расположения полей допусков
при посадке с зазором;
Dnom, Dmax, Dmin
- номинальный, максимальный и минимальный
диаметры отверстия;
dnom, dmax, dmin
- номинальный, максимальный и минимальный диаметры вала;
es - верхнее отклонение, ei -
нижнее отклонение размера; Td - поле допуска размера.
Порядок
формирования полей допусков.
Поля допусков стандартизованы. Стандарты ЕСДП
распространяются на гладкие сопрягаемые и несопрягаемые элементы деталей с
номинальными размерами до 10000 мм и регламентируют величину основных отклонений
и полей допусков в этом диапазоне размеров.
Каждому классу (степени) точности в системе ЕСДП
соответствует определенный квалитет (всего их 19) со своей величиной поля
допуска.
Совокупность допусков, соответствующих одинаковой
степени точности, называется квалитетом.
Внутри каждого квалитета размеры полей допусков растут
с увеличением номинальных размеров. Квалитеты нумеруются порядковыми номерами:
01; 0; 1…17. В технической документации поле допуска обозначается
IT c номером квалитета (пример:
IT7; IT14). В табл. 13.2 представлены
рекомендации по применению полей допусков различных квалитетов.
Выбор квалитета - один
из самых ответственных моментов, так как квалитет обусловливает качество работы
сопрягаемых деталей машин, стоимость изготовления детали, возможность
применения рациональной технологии механической обработки деталей и их сборки.
Наиболее часто, в общем и пищевом машиностроении применяют квалитеты с 7 по
10.
Предельные отклонения
размера на чертежах можно указывать условным обозначением поля допуска (18H7,
16e8), а также условным и числовым значениями (18H7+0,018,
![]() ). При равенстве верхнего и нижнего отклонений ставят
знаки ±, например 100 ± 0,2.
). При равенстве верхнего и нижнего отклонений ставят
знаки ±, например 100 ± 0,2.
Таблица
13.2. Применение квалитетов допусков ЕСДП
|
Квалитеты |
Область применения |
|
01;
0; 1 |
Плоскопараллельные
концевые меры длины |
|
2;
3; 4 |
Измерительные
калибры (пробки, кольца, скобы) |
|
5;
6 |
Высокоточные
детали (подшипники качения, шейки коленвалов,
шпиндели высокоточных станков и т.п.) |
|
7;
8 |
Детали
общего машиностроения средней точности |
|
9 |
Детали
машин низкой точности (тепловозы, полиграфические, текстильные и
сельхозмашины) |
|
10 |
Неответственные
соединения сельхозмашин, тракторов и вагонов |
|
11;
12 |
Неответственные
соединения, допускающие применение поверхностей без механической обработки |
|
13
- 17 |
Размеры
поверхностей деталей, не входящих в соединение с другими деталями |
Основным
отклонением называют
одно из двух отклонений поля допуска (верхнее или нижнее), используемое для
определения положения поля допуска относительно нулевой линии. Основным всегда
является ближайшее к нулевой линии предельное отклонение. Основные отклонения
на чертеже и в документации обозначаются буквами латинского
алфавита -
для основных отклонений отверстий используются прописные (большие)
буквы, а для обозначения основных отклонений валов - строчные (малые) буквы (рис.13.3). При этом буквы I и i
не используются, но существуют основные отклонения, обозначаемые двумя буквами
(CD, EF, FG, ZA,ZB,ZC). Во всех
размерных группах основные отклонения H
и h равны 0, а основные отклонения J и j
располагаются симметрично относительно нулевой линии. Основные отклонения A…H (a…h)
расположены в тело детали (для отверстий имеют знак «+», для валов - «-»), а основные отклонения K…Z (k…z)
расположены из тела детали (для отверстий имеют знак «-», для валов - «+»). Неосновное (второе предельное) отклонение образуется
путем прибавления допуска квалитета к основному отклонению в сторону от нулевой
линии (кроме основных отклонений J и j). Таким образом
обозначение допуска размера состоит из одной или двух букв (основное
отклонение) и цифры (поле допуска для квалитетов от 01 до 17), например: D5; CD11; d6; H7;
h9; J14; P6; r8 и т.д.
Для посадок с гарантированным зазором, когда
наименьший предельный размер отверстия больше наибольшего предельного размера
вала или равен ему, рекомендуют применять неосновные валы с отклонениями размеров d, f, g, h;
для переходных посадок − валы js, k, m, n.
Для посадок с гарантированным натягом, когда наибольший предельный размер
отверстия меньше наименьшего предельного размера вала или равен ему,
рекомендуют назначать неосновные валы с отклонениями размера p, r, s, t.
Посадки в цилиндрических соединениях деталей
обозначают комбинациями условных обозначений полей допусков (например, ![]() − в
системе отверстия;
− в
системе отверстия; ![]() − та же
посадка в системе вала).
− та же
посадка в системе вала).
Сочетанием любых
основных отклонений с каждым из квалитетов возможно
образовать свыше тысячи полей допусков валов и отверстий. Такое разнообразие
полей допусков в производственных условиях является неэкономичным, так как
затрудняет унификацию режущего и мерительного инструмента. Поэтому в стандартах
произведен ограничительный отбор полей допусков, рекомендованных к применению,
а среди последних выделены поля допусков предпочтительного применения (в
стандартах поля предпочтительного применения обычно заключены в рамки).
Рис.13.3.
Схема полей допуска
13.1.2. Выбор системы посадок
Детали, составляющие машину или отдельный механизм, связаны
между собой тем или иным способом. Эти связи разделяют на подвижные (шарниры,
зацепления, подшипники и пр.) и неподвижные (резьбовые, шпоночные, сварные и
др.). Неподвижные связи деталей в технике называют соединениями. Характер
соединения деталей называют посадкой.
Посадкой
называется характер соединения двух деталей, определяемый величиной зазора или
натяга на поверхностях контакта соединяемых деталей. Различают три типа
посадок: с зазором, с натягом и переходные.
Посадка (натяг или зазор) обеспечивается за счет сочетания определенного вида
полей допусков на сопрягаемые поверхности. В технической документации посадка
обозначается в виде дроби, числитель которой всегда является допуском
отверстия, знаменатель - вала.
Порядок формирования посадок в соединениях.
При назначении основных отклонений для размеров, принадлежащих разным деталям соединения используют
систему отверстия и систему вала (рис. 13.4). В системе отверстия отверстие
является основным, и для него обычно в качестве основного отклонения назначают
отклонение Н (равное 0), а
формирование посадки производят за счет основного допуска вала (от a до h
зазор, остальные либо переходные, либо натяг); в системе вала все наоборот -
основным является вал (основное отклонение вала h, равное 0), а формирование посадки производят за счет основного
допуска отверстия. Стандартами рекомендуются предпочтительные сочетания полей допусков
сопрягаемых деталей для посадок разной степени плотности, но принципиально
возможно применение для сопрягаемых деталей самых различных сочетаний основных
отклонений и квалитетов. Наиболее предпочтительным является выбор квалитета для
размеров отверстий на один выше (то есть менее точного) по сравнению с валами
(отверстие труднее обработать), в этом случае стоимость обработки обеих
сопрягаемых поверхностей будет примерно одинакова, а качество соединения почти
не ухудшается.
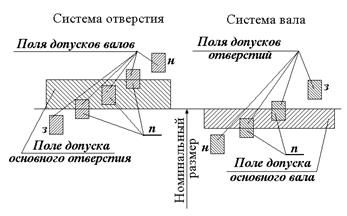
Рис.13.4. Схема расположения полей допусков при формировании
посадок в системе отверстия и системе вала;
з - поля допусков посадки с зазором; п - переходные посадки; н - посадки с натягом.
Наиболее
наглядно посадки изображаются на диаграммах полей допусков (рис. 13.4):
-
при посадке с зазором поле допуска
вала всегда лежит ниже поля допуска отверстия (наибольший предельный размер
вала всегда меньше наименьшего предельного размера отверстия), то есть посадка
гарантирует зазор в соединении при любых, выполненных в пределах допуска,
размерах соединяемых деталей;
-
при посадке с натягом поле допуска
вала всегда лежит выше поля допуска отверстия (наименьший предельный размер
вала всегда больше наибольшего предельного размера отверстия), то есть посадка
гарантирует натяг в соединении при любых, выполненных в пределах допуска,
размерах соединяемых деталей;
-
при переходной посадке поля допусков
частично или полностью перекрываются (наибольший предельный размер вала больше
наименьшего предельного размера отверстия, а наименьший предельный размер вала
меньше наибольшего предельного размера отверстия), и в этом случае в соединении
возможен как некоторый зазор, так и некоторый натяг, в зависимости от
действительных размеров соединяемых деталей.
Изготовление
деталей с допусками, установленными в системе отверстия, обходится (при прочих
равных условиях) дешевле вследствие использования меньшей номенклатуры режущего
и мерительного инструмента. По этой причине основная
масса деталей, изготавливаемых в машиностроении выполняется
с допусками по системе отверстия. Поля допусков для отверстий и валов
представлены в табл. 13.3 и 13.4.
|
|||||||||||||||||
|
|||||||||||||||||
|
|||||||||||||||||
|
|||||||||||||||||
|
|||||||||||||||||
|
|||||||||||||||||
Поля допусков и предельные отклонения для гладких
сопрягаемых и несопрягаемых элементов деталей
из пластмасс с номинальными размерами до 3150 мм установлены ГОСТ 25349-88
(который является ограничительным отбором из совокупности полей допусков по
ГОСТ 25347-82), но образованные по ГОСТ 25346-89.
В обоснованных случаях для обеспечения требований к
изделиям из пластмасс допускается применять другие поля допусков по ГОСТ
25347-82, а также дополнительные поля допусков по ГОСТ 25349-88.
При конструировании машин и механизмов очень важно
рационально выбрать систему посадок и назначить посадки, определяющие характер
соединения деталей, так как это во многом определит работоспособность
сконструированной машины или механизма.
Не менее важно правильно проставить посадочные
(сопряженные) размеры на сборочных чертежах и предельные отклонения размеров
деталей на рабочих чертежах.
13.1.3.
Выбор посадок
Посадки с зазором.
1. Скользящие
посадки (H/h) предназначены
главным образом для неподвижных
соединений при необходимости частой сборки и разборки, а также для
соединений подвергаемых регулированию или настройке:
H6/h5 - для особо точного центрирования;
H7/h6 - для установки сменных зубчатых колес в станках;
- для короткоходовых
подвижных соединений (хвостовики подпружиненных клапанов в направляющих
втулках, возможна ее замена на H7/g6);
- для соединения деталей со свободным передвижением
при затяжке;
- для точного направления при возвратно-поступательных
перемещениях (поршневой шток насоса высокого давления в направляющей втулке);
- для центрирования корпусов (стаканов) под установку
подшипников качения;
H8/h7 - для центрирования соединяемых деталей при пониженных требованиях к соосности;
H8/h8, H8/h9,
H9/h9 - для неподвижно закрепляемых деталей при невысоких
требованиях к точности, относительно небольших нагрузках и необходимости
обеспечения легкой сборки (низкоскоростные зубчатые колеса, шкивы и другие
детали, соединяющиеся с валом на шпонке, неответственные корпуса для
подшипников качения, центрирование фланцевых соединений);
- для низкоскоростных подвижных соединений с малыми
перемещениями при низком коэффициенте использования (посадка подвижных
элементов сцепных муфт);
H11/h11 - для центрирования неподвижных соединений (торцовые и фланцевые
крышки);
- для неответственных шарниров.
2. Посадки с
гарантированным зазором предназначены главным образом для подвижных соединений (подшипники
скольжения):
H7/g6 (движения)
характеризуется минимальной величиной гарантированного зазора, применяется для
соединения головки шатуна ДВС с шатунной шейкой коленчатого вала;
H7/f7 (ходовая) - для подшипников скольжения при умеренных скоростях и постоянных
нагрузках (свободно вращающиеся на валах колеса коробок передач, колеса,
включаемые муфтами);
H6/f6 (ходовая) - для точных подшипников, золотниковых пар гидропередач легковых
автомобилей;
H8/f8, H8/f9, H9/f9 - для подшипников скольжения при более чем двух или
далеко разнесенных опорах;
- для центрирования при
относительно невысоких требования к соосности
(сцепные муфты, крышки цилиндров);
H7/e7, H7/e8, H8/e8, H8/e9 (легкоходовые) - для подшипников скольжения при высокой частоте вращения
или разнесенных опорах;
H7/d8, H8/d8 (широкоходовые) - для крупных высокоскоростных подшипников скольжения;
H8/d9, H9/d9 - для подшипников, температура которых меняется при
работе в широких пределах.
Более грубые посадки этого типа (предпочтительно H11/d11) применяются в соединениях,
работающих при наличии пыли и грязи, в шарнирных соединениях тяг рычагов и т.п.
3. Переходные
посадки предназначены для неподвижных
соединений деталей, подвергающихся разборке и сборке при ремонтах или по
условиям эксплуатации. Взаимная неподвижность деталей посадкой не гарантируется,
а обеспечивается шпонками, штифтами, нажимными винтами и т.п.:
H7/n6 (глухая) - для зубчатых колес, муфт, бронзовых венцов червячных
колес, поршневых пальцев в бобышках поршней ДВС (посадка в системе вала N7/h6) и других деталей, работающих при
значительных нагрузках, ударах и вибрации и подвергаемых разборке при
капитальном ремонте (дает наиболее прочное соединение - вероятность зазора
чрезвычайно мала, но для передачи вращающего момента без закладных деталей
непригодна);
H7/m6 (тугая) - для соединений, подвергаемых нечастой разборке, но
требующих высокого качества центровки (несколько слабее предыдущей, но
вероятность получения зазора в соединении невелика);
H7/k6 (напряженная) - для точного центрирования неперемещаемых зубчатых
колес в металлорежущих станках, втулок в головке шатуна дизельного ДВС, шкивов,
съемных муфт и т.п. (обеспечивает средний зазор близкий к нулю и хорошее
центрирование, не требуя больших усилий при сборке и разборке);
H7/j6 (плотная) - применяется взамен предыдущей при необходимости
ручной сборки и разборки (вероятность получения натяга в соединении мала, но
вследствие погрешностей формы сопрягаемых поверхностей требует некоторых усилий
при сборке и разборке).
4. Посадки с
натягом предназначены для передачи нагрузок между соединяемыми деталями без
применения дополнительных фиксирующих элементов, поэтому назначение их
параметров требует выполнения двух условий:
- обеспечение прочности соединения и передачи рабочих
нагрузок при минимальном натяге;
- сохранение целостности и работоспособности
соединяемых деталей при максимально возможном натяге для данной посадки.
H7/p6 - для неподвижных соединений, передающих сравнительно малые осевые
усилия или небольшие вращающие моменты - соединения валов с тонкостенными
втулками, соединения деталей из цветных металлов и легких сплавов,
центрирование тяжелонагруженных валов со ступицами с
применением дополнительных деталей, передающих нагрузку (клапанное седло в
гнезде блока цилиндров ДВС, зубчатые колеса на валах с дополнительным
креплением шпонками, штифтами и т.п.);
H7/r6, H7/s6, H8/s7 (прессовые) - для неподвижных соединений, передающих средние
нагрузки без дополнительного крепления соединяемых деталей (втулка в головке
шатуна компрессора, зубчатые колеса на валах коробок скоростей токарных
станков, бронзовые зубчатые венцы на чугунном ободе с дополнительным креплением
от проворота);
H7/u7, H8/u8 (горячепрессовые) - для неподвижных соединений, передающих значительную нагрузку
без дополнительного крепления (соединения собираются только тепловым способом);
H8/z8, H8/x8 - для тяжелонагруженных
соединений или соединений деталей, изготовленных из материалов с относительно
небольшим модулем упругости.
Неуказанные предельные отклонения размеров в ЕДСП.
Размеры между поверхностями деталей, непосредственно
не входящими в соединение (не контактирующими с поверхностями других деталей), обычно
имеют точность на несколько квалитетов ниже (больший номер квалитета) по
сравнению с посадочными размерами. Допускаемые отклонения на такие размеры
обычно не указываются непосредственно после номинального размера, а
оговариваются общей записью в технических требованиях чертежа. Такие
допускаемые отклонения называют неуказанными
предельными отклонениями. Неуказанные предельные отклонения всегда
назначают "в тело" детали и назначают либо по квалитетам, либо по
одному из специально установленных четырех классов точности: t1 - точный (соответствует 12
квалитету); t2 - средний (соответствует 14 квалитету); t3 - грубый (соответствует 16 квалитету); t4 - очень грубый (соответствует 17 квалитету). В технических требованиях чертежа должна
быть ссылка либо на один класс точности, либо на один квалитет, либо на один
квалитет и соответствующий ему класс точности.
Точный класс применяется для деталей с особыми свойствами
(например, для деталей, колебания массы которых строго
заданы и ее подгонка невозможна или недопустима).
Средний
класс применяется для основной массы
деталей машиностроения, подвергаемых механической обработке.
Грубый класс применяется для деталей, получаемых литьем в землю,
горячей штамповкой на молотовых штампах и некоторыми другими методами.
Очень грубый
класс назначается для деталей,
получаемых свободной и ручной ковкой, ручной газовой резкой и другими методами
обработки низкой точности.
Таким образом, получаем 4 способа обозначения
неуказанных предельных отклонений в чертежах и другой технической документации
(табл. 13.7), при этом вариант 1 является предпочтительным, а вариант 2 применять не рекомендуется.
13.1.4.
Обозначение допусков и посадок в технической документации и на чертежах
На чертежах и в технической документации допуски и посадки
ставятся после номинального размера детали или соединения. ГОСТ 25346-82
предусматривает три варианта задания допусков и посадок (рис. 13.5):
1) с указанием числовых значений верхнего и нижнего
предельных отклонений и их знаков, при этом нулевое отклонение не указывается
(например, вал ![]() , отверстие
, отверстие ![]() или
верхний ряд размеров на рис. 13.5);
или
верхний ряд размеров на рис. 13.5);
2) с обозначением поля допуска - основного отклонения и номера квалитета (например,
вал ∅60k6, отверстие ∅60H7
или средний ряд размеров на рис. 13.5);
3) сочетанием буквенно-цифрового и численного
обозначений, то есть соединением двух предыдущих вариантов (например, вал ![]() , отверстие
, отверстие ![]() или
нижний ряд размеров на рис. 13.5). На чертежах общего вида и сборочных обычно
указывают буквенно-цифровое обозначение допусков соединяемых деталей либо в
виде дроби ∅60H7/k6 (числитель - допуск для отверстия, знаменатель - для вала), либо в строку, через тире, ∅60H7-k6 (перед тире - допуск отверстия, после тире - допуск вала).
или
нижний ряд размеров на рис. 13.5). На чертежах общего вида и сборочных обычно
указывают буквенно-цифровое обозначение допусков соединяемых деталей либо в
виде дроби ∅60H7/k6 (числитель - допуск для отверстия, знаменатель - для вала), либо в строку, через тире, ∅60H7-k6 (перед тире - допуск отверстия, после тире - допуск вала).
Третий вариант обозначения предназначен для назначения
стандартных предельных отклонений на размеры, не входящие в ряды нормальных
линейных размеров.
При учебном проектировании следует применять 3-й
способ.
Структура
условного обозначения посадочного размера на сборочном чертеже должна иметь следующий вид:
AB![]()
или AB CD/EF,
где A - знак обозначающий вид поверхности сопряжения;
B -
номинальный размер, единый для отверстия и вала, мм;
C - буква (или
буквы) условного обозначения поля допуска отверстия;
D - номер
квалитета поля допуска отверстия;
E - буква
(или буквы) условного обозначения поля допуска вала;
F - номер
квалитета поля допуска вала.
Например: ∅![]()
В серийном производстве обычно предпочитают
буквенно-цифровое обозначение допусков и посадок, поскольку этот способ
облегчает выбор специализированного мерительного инструмента (калибры и скобы),
в штучном - численное, так как это
облегчает подбор универсального мерительного инструмента необходимой точности.
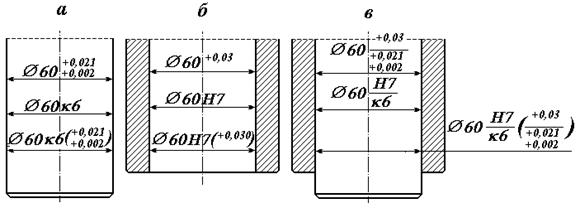
Рис. 13.5. Варианты обозначения полей допусков и посадок на
чертежах:
а - вала; б - отверстия; в - в соединении двух деталей.
Выборка предельных отклонений из
ГОСТ 25347-82 приведена в таблицах 13.8, 13.9.
Таблица 13.8. Предельные отклонения отверстий
по ГОСТ 25347-82
|
Поля допус-ков |
Номинальные размеры, мм |
||||||||||
|
св. 3 до 6 |
св. 6 до 10 |
св.10 до 18 |
св.18 до 30 |
св.30 до 50 |
св.50 до 80 |
св. 80 до 120 |
св.120 до 180 |
св.180 до 250 |
св.250 до 315 |
св.315 до 400 |
|
|
Предельные
отклонения отверстий, мкм |
|||||||||||
|
Основные отверстия |
|||||||||||
|
Н5 |
+5 0 |
+6 0 |
+8 0 |
+9 0 |
+11 0 |
+13 0 |
+15 0 |
+18 0 |
+20 0 |
+23 0 |
+25 0 |
|
H6 |
+8 0 |
+9 0 |
+11 0 |
+13 0 |
+16 0 |
+19 0 |
+22 0 |
+25 0 |
+29 0 |
+32 0 |
+36 0 |
|
H7 |
+12 0 |
+15 0 |
+18 0 |
+21 0 |
+25 0 |
+30 0 |
+35 0 |
+40 0 |
+46 0 |
+52 0 |
+57 0 |
|
H8 |
+18 0 |
+22 0 |
+27 0 |
+33 0 |
+39 0 |
+46 0 |
+54 0 |
+63 0 |
+72 0 |
+81 0 |
+89 0 |
|
H9 |
+30 0 |
+36 0 |
+43 0 |
+52 0 |
+62 0 |
+74 0 |
+87 0 |
+100 0 |
+115 0 |
+130 0 |
+140 0 |
|
H11 |
+75 0 |
+90 0 |
+110 0 |
+130 0 |
+160 0 |
+190 0 |
+220 0 |
+250 0 |
+290 0 |
+320 0 |
+360 0 |
|
H12 |
+120 0 |
+150 0 |
+180 0 |
+210 0 |
+250 0 |
+300 0 |
+350 0 |
+400 0 |
+460 0 |
+520 0 |
+570 0 |
|
Н14 |
+300 0 |
+360 0 |
+430 0 |
+520 0 |
+620 0 |
+740 0 |
+870 0 |
+1000 0 |
+1150 0 |
+1300 0 |
+1400 0 |
|
Н15 |
+480 0 |
+580 0 |
+700 0 |
+840 0 |
+1000 0 |
+1200 0 |
+1400 0 |
+1600 0 |
+1850 0 |
+2100 0 |
+2300 0 |
|
|
|||||||||||
|
F7 |
+22 +10 |
+28 +13 |
+34 +16 |
+41 +20 |
+50 +25 |
+60 +30 |
+71 +36 |
+83 +43 |
+96 +50 |
+108 +56 |
+119 +62 |
|
F8 |
+28 +10 |
+35 +13 |
+43 +16 |
+53 +20 |
+64 +25 |
+76 +30 |
+90 +36 |
+106 +43 |
+122 +50 |
+137 +56 |
+151 +62 |
F9
|
+40 +10 |
+49 +13 |
+59 +16 |
+72 +20 |
+87 +25 |
+104 +30 |
+123 +36 |
+143 +43 |
+165 +50 |
+186 +56 |
+202 +62 |
|
G7 |
+16 +4 |
+20 +5 |
+14 +6 |
+28 +7 |
+34 +9 |
+40 +10 |
+47 +12 |
+54 +14 |
+61 +15 |
+69 +17 |
+75 +18 |
|
J6 |
+5 -3 |
+5 -4 |
+6 -5 |
+8 -5 |
+10 -6 |
+13 -6 |
+16 -6 |
+18 -7 |
+22 -7 |
+25 -7 |
+29 -7 |
|
J7 |
+6 -6 |
+8 -7 |
+10 -8 |
+12 -9 |
+14 -11 |
+18 -12 |
+22 -13 |
+26 -14 |
+30 -16 |
+36 -16 |
+39 -18 |
|
Js6 |
+4,0 -4,0 |
+4,5 -4,5 |
+5,5 -5,5 |
+6,5 -6,5 |
+8,0 -8.0 |
+9,5 -9,5 |
+11,0 -11,0 |
+12,5 -12,5 |
+14,5 -14,5 |
+16,0 -16,0 |
+18,0 -18,0 |
|
Js7 |
+6 -6 |
+7 -7 |
+9 -9 |
+10 -10 |
+12 -12 |
+15 -15 |
+17 -17 |
+20 -20 |
+23 -23 |
+26 -26 |
+28 -28 |
|
Js8 |
+9 -9 |
+11 -11 |
+13 -13 |
+16 -16 |
+19 -19 |
+23 -23 |
+27 -27 |
+31 -31 |
+36 -36 |
+40 -40 |
+44 -44 |
|
Js9 |
+15 -15 |
+18 -18 |
+21 -24 |
+26 -26 |
+31 -31 |
+37 -37 |
+43 -43 |
+50 -50 |
+57 -57 |
+65 -65 |
+70 -70 |
|
K6 |
+2 -6 |
+2 -7 |
+2 -9 |
+2 -11 |
+3 -13 |
+4 -15 |
+4 -18 |
+4 -21 |
+5 -24 |
+5 -27 |
+7 -29 |
|
K7 |
+3 -9 |
+5 -10 |
+6 -12 |
+6 -15 |
+7 -18 |
+9 -21 |
+10 -25 |
+12 -28 |
+13 -33 |
+16 -36 |
+17 -40 |
|
K8 |
+5 -13 |
+6 -16 |
+8 -19 |
+10 -23 |
+12 -27 |
+14 -32 |
+16 -38 |
+20 -43 |
+22 -50 |
+25 -56 |
+28 -61 |
|
M6 |
-1 -9 |
-3 -12 |
-4 -15 |
-4 -17 |
-4 -20 |
-5 -24 |
-6 -28 |
-8 -33 |
-8 -37 |
-9 -41 |
-10 -46 |
|
M7 |
0 -12 |
0 -15 |
0 -18 |
0 -21 |
0 -25 |
0 -30 |
0 -35 |
0 -40 |
0 -46 |
0 -52 |
0 -57 |
|
M8 |
+2 -16 |
+1 -21 |
+2 -25 |
+4 -29 |
+5 -34 |
+5 -41 |
+6 -48 |
+8 -55 |
+9 -63 |
+9 -72 |
+11 -78 |
|
N6 |
-5 -13 |
-7 -16 |
-9 -20 |
-11 -24 |
-12 -28 |
-14 -33 |
-16 -38 |
-20 -45 |
-22 -51 |
-25 -57 |
-26 -62 |
|
N7 |
-4 -16 |
-4 -19 |
-5 -23 |
-7 -28 |
-8 -33 |
-9 -39 |
-10 -45 |
-12 -52 |
-14 -60 |
-14 -66 |
-16 -73 |
|
N8 |
-2 -20 |
-3 -25 |
-3 -30 |
-3 -36 |
-3 -42 |
-4 -50 |
-4 -58 |
-4 -67 |
-5 -77 |
-5 -86 |
-5 -94 |
|
N9 |
0 -30 |
0 -36 |
0 -43 |
0 -52 |
0 -62 |
0 -74 |
0 -87 |
0 -100 |
0 -115 |
- - |
- - |
|
P7 |
-8 -20 |
-9 -27 |
-11 -29 |
-14 -35 |
-17 -42 |
-21 -51 |
-24 -59 |
-28 -68 |
-33 -79 |
-36 -88 |
-41 -98 |
|
P9 |
-12 -42 |
-15 -51 |
-18 -61 |
-22 -74 |
-26 -88 |
-32 -106 |
-37 -124 |
-43 -143 |
-50 -165 |
- - |
- - |
|
Поля допус-ков |
Номинальные размеры, мм |
||||||||||
|
св. 3 до 6 |
св. 6 до 10 |
св.10 до 18 |
св.18 до 30 |
св.30 до 50 |
св.50 до 80 |
св. 80 до 120 |
св.120 до 180 |
св.180 до 250 |
св.250 до 315 |
св.315 до 400 |
|
|
Предельные
отклонения валов, мкм |
|||||||||||
|
Основные валы |
|||||||||||
|
h5 |
0 -5 |
0 -6 |
0 -8 |
0 -9 |
0 -11 |
0 -13 |
0 -15 |
0 -18 |
0 -20 |
0 -23 |
0 -25 |
|
h6 |
0 -8 |
0 -9 |
0 -11 |
0 -13 |
0 -16 |
0 -19 |
0 -22 |
0 -25 |
0 -29 |
0 -32 |
0 -36 |
|
h7 |
0 -12 |
0 -15 |
0 -18 |
0 -21 |
0 -25 |
0 -30 |
0 -35 |
0 -40 |
0 -46 |
0 -52 |
0 -57 |
|
h8 |
0 -18 |
0 -22 |
0 -27 |
0 -33 |
0 -39 |
0 -46 |
0 -54 |
0 -63 |
0 -72 |
0 -81 |
0 -89 |
|
h9 |
0 -30 |
0 -36 |
0 -43 |
0 -52 |
0 -62 |
0 -74 |
0 -87 |
0 -100 |
0 -115 |
0 -130 |
0 -140 |
|
h10 |
0 -48 |
0 -58 |
0 -70 |
0 -84 |
0 -100 |
0 -120 |
0 -140 |
0 -160 |
0 -185 |
0 -210 |
0 -230 |
|
h11 |
0 -75 |
0 -90 |
0 -110 |
0 -130 |
0 -160 |
0 -190 |
0 -220 |
0 -250 |
0 -290 |
0 -320 |
0 -360 |
|
h12 |
0 -120 |
0 -150 |
0 -180 |
0 -210 |
0 -250 |
0 -300 |
0 -350 |
0 -400 |
0 -460 |
0 -520 |
0 -570 |
|
h13 |
0 -180 |
0 -220 |
0 -270 |
0 -330 |
0 -390 |
0 -460 |
0 -540 |
0 -630 |
0 -720 |
0 -810 |
0 -890 |
|
h14 |
0 -300 |
0 -360 |
0 -430 |
0 -520 |
0 -620 |
0 -740 |
0 -870 |
0 -1000 |
0 -1150 |
0 -1300 |
0 -1400 |
|
|
|||||||||||
|
d8 |
-30 -48 |
-40 -62 |
-50 -77 |
-65 -98 |
--80 -119 |
-100 -146 |
-120 -174 |
-145 -208 |
-170 -242 |
-190 -271 |
-210 -299 |
|
d9 |
-30 -60 |
-40 -76 |
-50 -93 |
-65 -117 |
-80 -142 |
-100 -174 |
-120 -207 |
-145 -245 |
-170 -285 |
-190 -320 |
-210 -350 |
|
d10 |
-30 -78 |
-40 -98 |
-50 -120 |
-65 -149 |
-80 -180 |
-100 -220 |
-120 -260 |
-145 -305 |
-170 -355 |
-190 -400 |
-210 -440 |
|
d11 |
-30 -105 |
-40 -130 |
-50 -160 |
-65 -195 |
-80 -240 |
-100 -290 |
-120 -340 |
-145 -395 |
-170 -460 |
-190 -510 |
-210 -570 |
|
e7 |
-20 -32 |
-25 -40 |
-32 -50 |
-40 -61 |
-50 -75 |
-60 -90 |
-72 -107 |
-85 -125 |
-100 -146 |
-110 -162 |
-125 -182 |
|
e8 |
-20 -38 |
-25 -47 |
-32 -59 |
-40 -73 |
-50 -89 |
-60 -106 |
-72 -126 |
-85 -148 |
-100 -172 |
-110 -191 |
-125 -214 |
|
e9 |
-20 -50 |
-25 -61 |
-32 -75 |
-40 -92 |
-50 -112 |
-60 -134 |
-72 -159 |
-85 -185 |
-100 -215 |
-110 -240 |
-125 -265 |
|
f6 |
-10 -18 |
-13 -22 |
-16 -27 |
-20 -33 |
-25 -41 |
-30 -49 |
-36 -58 |
-43 -68 |
-50 -79 |
-56 -88 |
-62 -98 |
|
f7 |
-10 -22 |
-13 -28 |
-16 -34 |
-20 -41 |
-25 -50 |
-30 -60 |
-36 -71 |
-43 -83 |
-50 -96 |
-56 -108 |
-62 -119 |
|
f8 |
-10 -28 |
-13 -35 |
-16 -43 |
-20 -53 |
-25 -64 |
-30 -76 |
-36 -90 |
-43 -106 |
-50 -122 |
-56 -137 |
-62 -151 |
|
f9 |
-10 -40 |
-13 -49 |
-16 -59 |
-20 -72 |
-25 -87 |
-30 -104 |
-36 -123 |
-43 -143 |
-50 -165 |
-56 -186 |
-62 -202 |
|
g6 |
-4 -12 |
-5 -14 |
-6 -17 |
-7 -20 |
-9 -25 |
-10 -29 |
-12 -34 |
-14 -39 |
-15 -44 |
-17 -49 |
-18 -54 |
|
js6 |
+4,0 -4,0 |
+4,5 -4,5 |
+5,5 -5,5 |
+6,5 -6,5 |
+8,0 -8,0 |
+9,5 -9,5 |
+11,0 -11,0 |
+12,5 -12,5 |
+14,5 -14,5 |
+16,0 -16,0 |
+18,0 -18,0 |
|
js7 |
+6 -6 |
+7 -7 |
+9 -9 |
+10 -10 |
+12 -12 |
+15 -15 |
+17 -17 |
+20 -20 |
+23 -23 |
+26 -26 |
+28 -28 |
|
j6 |
+6 -2 |
+7 -2 |
+8 -3 |
+9 -4 |
+11 -5 |
+12 -7 |
+13 -9 |
+14 -11 |
+16 -13 |
+16 -13 |
+18 -18 |
|
j7 |
+8 -4 |
+10 -5 |
+12 -6 |
+13 -8 |
+15 -10 |
+18 -12 |
+20 -15 |
+22 -18 |
+25 -21 |
+26 -26 |
+29 -28 |
|
k5 |
+6 +1 |
+7 +1 |
+9 +1 |
+11 +2 |
+13 +2 |
+15 +2 |
+18 +3 |
+21 +3 |
+24 +4 |
+27 +4 |
+29 +4 |
|
k6 |
+9 +1 |
+10 +1 |
+12 +1 |
+15 +2 |
+18 +2 |
+21 +2 |
+25 +3 |
+28 +3 |
+33 +4 |
+36 +4 |
+40 +4 |
|
k7 |
+13 +1 |
+16 +1 |
+19 +1 |
+23 +2 |
+27 +2 |
+32 +3 |
+38 +3 |
+43 +3 |
+50 +4 |
+56 +4 |
+61 +4 |
|
m6 |
+12 +4 |
+15 +6 |
+18 +7 |
+21 +8 |
+25 +9 |
+30 +11 |
+35 +12 |
+40 +15 |
+46 +17 |
+52 +20 |
+57 21 |
|
m7 |
+16 +4 |
+21 +6 |
+25 +7 |
+29 +8 |
+34 +9 |
+41 +11 |
+48 +13 |
+55 +15 |
+63 +17 |
+72 +20 |
+78 +21 |
|
n6 |
+16 +8 |
+19 +10 |
+23 +12 |
+28 +15 |
+33 +17 |
+39 +20 |
+45 +23 |
+52 +27 |
+60 +31 |
+66 +34 |
+73 +37 |
|
n7 |
+20 +8 |
+25 +10 |
+30 +12 |
+36 +15 |
+42 +17 |
+50 +20 |
+58 +23 |
+67 +27 |
+77 +31 |
+86 +34 |
+94 +37 |
|
p6 |
+20 +12 |
+24 +15 |
+29 +18 |
+35 +22 |
+42 +26 |
+51 +32 |
+59 +37 |
+68 +43 |
+79 +50 |
+88 +56 |
+98 +62 |
Предельные
отклонения размеров с неуказанными допусками должны назначаться в соответствии с ГОСТ 25670-83. Для линейных
размеров их следует выбирать по квалитетам - от 12-го до 17-го для номинальных
размеров от 1 мм до 10 000 мм и от 11-го до 13-го для размеров менее 1 мм. В общей записи допускается
оговаривать неуказанные симметричные
предельные отклонения по квалитетам (+IT/2) (см. таблицу 13.2). Для металлических
деталей, обрабатываемых резанием, отклонения назначают по 14-му квалитету.
Неуказанные
предельные отклонения дают в одной
общей записи в технических требованиях чертежа при условии, что эта запись
однозначно определяет величины и направления (знаки) предельных отклонений. Например: "Неуказанные предельные
отклонения размеров Н14, h14, +IT14/2". В этой записи Н14 - предельные
отклонения отверстий, h14 - предельные отклонения валов, +IT14/2 - предельные
отклонения размеров, не относящихся к отверстиям и к валам.
Предельные отклонения радиусов закруглений и фасок не
оговариваются отдельно, а определяются ГОСТ 25670-83 в зависимости от квалитета
неуказанных предельных отклонений линейных размеров (таблица 13.10).
|
Неуказанные предельные отклонения линейных размеров по квалитетам |
Интервалы номинальных размеров, мм |
||||
|
от 0,3 до 1,0 |
св. 1 до 3 |
св. 3 до 6 |
св. 6 до 30 |
св. 30 до 120 |
|
|
Предельные отклонения радиусов закруглений и фасок, мм |
|||||
|
от 12 до 16 |
60,1 |
60,2 |
60,3 |
60,5 |
61,0 |
|
17 |
- |
60,3 |
60,5 |
61,0 |
62,0 |
Предельные отклонения углов
ГОСТ
8908-81 распространяется на углы (угловые размеры) и допуски углов конусов,
призматических элементов деталей с длиной меньшей стороны угла до 2500 мм.
Стандарт не распространяется на углы, связанные
расчетными зависимостями с другими принятыми размерами, на углы конусов по ГОСТ
8593-81 и на допуски конусов, для которых задан допуск диаметра в каждом
сечении на длине конуса, и отклонения угла конуса допускаются в пределах всего
поля допуска диаметра конуса.
ГОСТ
8908-81 устанавливает нормальные углы. При выборе углов ряд 1 следует
предпочитать ряду 2, а ряд 2 - ряду 3.
ГОСТ
8908-81 устанавливает следующие допуски углов:
δa -
допуск угла, выраженный в угловых единицах;
a - допуск угла конуса, равный допуску разности
диаметров в двух нормальных к оси сечениях конуса на заданном расстоянии L между ними (определяются по
перпендикуляру к оси конуса).
При
обозначении допуска угла заданной степени точности к обозначению допуска угла
добавляют номер соответствующей степени точности, например: δα8, 𝛿α10.
ГОСТ 8908-81 устанавливает 17 степеней точности
допусков углов: 1; 2; 3; ...; 17.
Допуски на угловые размеры приведены в таблице 13.11.
В конце таблицы приведены рекомендации по применению степеней точности на
угловые размеры деталей.
Допуски углов конусов с конусностью не
более 1:3 следует назначать в зависимости от номинальной длины конуса L (рис. 13.6), а с конусностью более 1:3
- в зависимости от длины образующей конуса L1
(рис. 13.7).
Рис.13.6 Рис.13.7
Допуски углов призматических элементов деталей
выбирают в зависимости от номинальной длины L1
меньшей стороны угла (см. таблицу 13.11).
Значения а,
приведенные в таблице 13.11, указаны для крайних значений интервалов длин L и L1.
Таблица 13.11. Допуски на угловые размеры
(ГОСТ 8908-81)
|
Интервалы длин меньшей стороны угла или образующей
конуса, мм |
Виды предельных отклонений |
Предельные отклонения углов 6δ в угловых величинах) и предельные отклонения углов 6a (в линейных величинах, мкм) для степеней точности |
|||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||||
|
До 3 |
δ/2 а/2 |
1’30” 1,4 |
2’30” 2,3 |
4’ 3,6 |
6’ 5,4 |
10’ 9 |
25’ 22,5 |
1o 54 |
2o30” 135 |
||
|
Св. 3 до 5 |
δ/2 |
1’15” |
2’ |
3’ |
5’ |
8 |
20’ |
50’ |
2o |
||
|
а/2 |
1,1 1,9 |
1,8 3 |
2,7 4,5 |
4,5 7,5 |
7,2 12 |
18 30 |
45 75 |
108 180 |
|||
|
Св. 5 до 8 |
δ/2 |
1’ |
1’30” |
2”30” |
4’ |
6’ |
15’ |
40’ |
1o30’ |
||
|
а/2 |
1,5 2,4 |
2,3 3,6 |
3,8 6 |
6 9,6 |
9 14,4 |
22,5 36 |
60 96 |
135 216 |
|||
|
Св. 8 до 12 |
δ/2 |
50” |
1’15” |
2’ |
3’ |
5’ |
12’ |
30’ |
1o15’ |
||
|
а/2 |
2 3 |
3 4,5 |
4,8 7,2 |
7,2 10,8 |
12 18 |
28,8 43,2 |
72 108 |
180 270 |
|||
|
Св. 12 до 20 |
δ/2 |
40” |
1’ |
1’30” |
2’30” |
4’ |
10’ |
25’ |
1o |
||
|
а/2 |
2,4 4 |
3,6 6 |
5,5 9 |
9 15 |
14,5 24 |
36 60 |
90 150 |
216 360 |
|||
|
Св. 20 до 32 |
δ/2 |
30” |
50” |
1’15” |
2’ |
3’ |
8’ |
20’ |
50’ |
||
|
а/2 |
3 4,8 |
5 8 |
7,5 12 |
12 19 |
18 29 |
48 77 |
120 192 |
300 480 |
|||
|
Св. 32 до 50 |
δ/2 |
25” |
40” |
1’ |
1’30” |
2’30” |
6’ |
15’ |
40’ |
||
|
а/2 |
4 6 |
6,5 10 |
9,5 15 |
14,5 22,5 |
24 37,5 |
57,5 90 |
144 225 |
384 600 |
|||
|
Св. 50 до 80 |
δ/2 |
20” |
30” |
50” |
1’15” |
2’ |
5’ |
12’ |
30’ |
||
|
а/2 |
5 8 |
7,5 12 |
12,5 20 |
19 30 |
30 48 |
75 120 |
180 288 |
450 720 |
|||
|
Св. 80 до 120 |
|
15” |
25” |
40” |
1’ |
1’30” |
4’ |
10’ |
25’ |
||
|
а/2 |
6 9 |
10 15 |
16 24 |
24 36 |
36 54 |
96 144 |
240 360 |
600 900 |
|||
|
Св. 120 до 200 |
δ/2 |
12” |
20” |
30” |
50” |
1’15” |
3’ |
8’ |
20’ |
||
|
а/2 |
7 12 |
12 20 |
18 30 |
30 50 |
45 75 |
108 180 |
288 480 |
720 1200 |
|||
|
Св. 200 до 320 |
δ/2 |
10” |
15” |
25” |
40” |
1’ |
2’30” |
6’ |
15’ |
||
|
а/2 |
10 16 |
15 24 |
25 40 |
40 64 |
60 96 |
150 240 |
360 576 |
900 1440 |
|||
|
Св. 320 до 500 |
δ/2 |
8” |
12” |
20” |
30” |
50” |
2’ |
5’ |
12’ |
||
|
а/2 |
13 20 |
19 30 |
32 50 |
48 75 |
80 125 |
192 300 |
480 750 |
1152 1800 |
|||
|
При наличии специальных конструктивных
требований допускается несимметричное расположение предельных отклонений
угловых размеров с сохранением величины допуска, приведенной в таблице |
|||||||||||
|
Рекомендации
по назначению степеней точности на угловые размеры |
|||||||||||
|
Степень точности |
Детали |
Методы обработки |
|||||||||
|
3 |
Высшей
точности внутренние конусы, предназначенные для герметичных соединений |
Тонкое
шлифование с последующей доводкой |
|||||||||
|
4 |
Высокой
точности, требующие хорошего центрирования; центрирующие концы валов (осей)
под зубчатые колеса и отверстия в зубчатых колесах высоких степеней точности |
Шлифование,
развертывание и точение высокой точности |
|||||||||
|
5, 6 |
Высокой
точности, передающие на конусном соединении большие крутящие моменты;
фрикционные конусы и втулки; штифты конусные (1:50) и отверстия для них |
Шлифование,
развертывание и точение высокой точности; слесарная обработка высокой
точности |
|||||||||
|
7, 8 |
Нормальной
точности: конусы фрикционных деталей с последующей подгонкой зубчатых
конических колес, центрирующие концы осей,
штифты конические (1:50) нормальной точности, направляющие планки кареток |
Точение
на токарных и револьверных станках обычной точности, фрезерование высокой точности с
применением делительных механизмов, шлифование с установкой на столе и
в приспособлении, развертывание |
|||||||||
|
9 |
Невысокой
точности, передающие движение, стопорящие и т.п.; угловые пазы, звездочки
фиксаторов, втулки стопорные к поводкам, храповые и фрикционные остановы,
прессованные детали |
Получистовое
точение, чистовое фрезерование по разметке, строгание в приспособлении, зенкование, шлифование |
|||||||||
|
10 |
Размеры,
к точности которых не предъявляется высоких требований (свободные размеры) |
Грубая
обработка на станках всех видов, литье, прессование пластмасс, гибка в
гибочных штампах высокой точности |
|||||||||
13.1.5. Отклонения и допуски формы и расположения
поверхностей
Для обеспечения работоспособности детали в процессе
эксплуатации машины или механизма наряду с выполнением размеров детали по чертежу
необходимо обеспечить при изготовлении требуемую форму её поверхностей
(плоскость, цилиндр, конус и т.п.), а также правильное взаимное расположение поверхностей (параллельность,
перпендикулярность, соосность и т.д.). Погрешности
формы и расположения поверхностей возникают при механической обработке деталей
вследствие упругих деформаций металлорежущего оборудования, инструмента и
обрабатываемых деталей, неоднородности материала заготовок деталей и других
причин.
Их величины необходимо ограничивать предельными отклонениями в тех случаях,
когда эти погрешности нарушают условия нормальной работы детали. Если
предельные отклонения формы и расположения поверхностей допустимы в пределах
всего поля допуска на размер, то на чертеже их оговаривать не следует. Во всех
других случаях предельные отклонения формы и расположения поверхностей должны
быть указаны на чертежах.
ГОСТ 24643-81 распространяется на допуски формы и
расположения поверхностей деталей машин и приборов и устанавливает числовые
значения допусков.
Классификация допусков
формы и расположения поверхностей приведена в таблице 13.12.
Допуски формы и
расположения при необходимости,
определяемой конструктивными или технологическими соображениями, указывают на
чертежах, согласно ГОСТ 2.308-79, одним из двух способов: условными обозначениями
или текстом
в технических требованиях. Применение условных обозначений предпочтительнее.
Текстовая часть должна включать:
- наименование допуска;
- указание поверхности или другого элемента, для
которого задается допуск (для этого используют буквенное обозначение
поверхности или конструктивное наименование, определяющее поверхность);
- числовое значение допуска в миллиметрах;
- для допусков расположения и суммарных допусков формы
и расположения дополнительно указывают базы, относительно которых задается допуск, и оговаривают зависимые допуски
расположения или формы.
Текст должен соответствовать терминологии и
определениям ГОСТ 24642-81, например:
"допуск профиля продольного сечения поверхности А
0,008 мм".
Таблица 13.12. Классификация допусков формы и
расположения поверхностей и их осей
|
Группа допусков |
Допуск |
Знак |
Группа допусков |
Допуск |
Знак |
|
Допуски Формы |
прямолинейности |
|
Суммарные
допуски Формы и расположения |
радиального биения |
|
|
плоскостности |
торцового биения |
||||
|
круглости |
биения в заданном направлении |
||||
|
цилиндричности |
|||||
|
профиля продольного сечения |
полного радиального биения |
|
|||
|
Допуски Расположения |
параллельности |
полного торцового биения |
|||
|
перпендикулярности |
|||||
|
наклона |
формы заданного профиля |
|
|||
|
соосности |
|||||
|
симметричности |
формы заданной поверхности |
|
|||
|
позиционный |
|||||
|
пересечения осей |
Допуски формы и допуски расположения поверхностей
после их определения округляют до ближайшего числа (мкм)
из ряда предпочтительных:
|
1 |
1,2 |
1,6 |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
10 |
12 |
16 |
20 |
25 |
30 |
40 |
50 |
60 |
80 |
|
100 |
120 |
160 |
200 |
250 |
300 |
400 |
500 |
600 |
800 |
На чертежах условное обозначение этих допусков указывают
в прямоугольных рамках (рис. 13.8). Рамку знака располагают горизонтально.
Рамку следует вычерчивать сплошными тонкими линиями. Размеры рамки и ее полей
должны обеспечивать возможность четкого вписывания всех данных. Высота цифр и
букв, вписываемых в рамку, должна быть равна
размеру шрифта размерных чисел. В необходимых случаях допускается вертикальное
расположение рамки.
Структура
условного обозначения имеет следующий
вид:

где 1 -
рамка;
2 - соединительная линия;
3 - знак допуска (см. таблицу 13.12);
4 - числовая величина допуска;
5 - буквенное обозначение базы (баз).
Рамку следует вычерчивать сплошными тонкими линиями.
Рис. 13.8
Разрешается допуски формы и расположения поверхностей указывать текстом
в технических требованиях чертежа детали, если отсутствует условный знак
допуска.
С элементом детали, к которому относится этот допуск, рамку
условного обозначения соединяют сплошной тонкой линией, оканчивающейся
стрелкой, направленной на этот элемент (цилиндрическая поверхность, торец,
рабочая поверхность шпоночного паза и т.д.).
Базы обозначают зачернённым равносторонним
треугольником, высота которого равна высоте размерных чисел. Если базой
является поверхность (посадочное отверстие детали, цапфа вала и т.д.), то
основание треугольника располагают на видимой контурной линии или на её продолжении на некотором расстоянии от размерной линии. Если
же базой является ось (или плоскость) симметрии, то основание треугольника
располагают непосредственно под стрелкой размерной линии (рис. 13.9).
Рис. 13.9
Примеры условного обозначения на чертежах допусков
формы и расположения поверхностей приведены в таблице 13.13.
Таблица 13.13. Условные обозначения на чертежах
допусков формы и расположения поверхностей
|
Пояснение |
Пример условного обозначения |
|
|
СОЕДИНЕНИЕ РАМКИ С ИЗОБРАЖЕНИЕМ НОРМИРУЕМОГО
ЭЛЕМЕНТА (С КОНТУРНОЙ ЛИНИЕЙ ЭЛЕМЕНТА ИЛИ С ВЫНОСНОЙ ЛИНИЕЙ, ПРОДОЛЖАЮЩЕЙ КОНТУРНУЮ) |
||
|
Соединительная линия может быть прямой или ломаной.
Конец этой линии, заканчивающийся стрелкой, должен быть направлен по линии
измерения отклонения (обычно по нормали к поверхности) |
|
|
|
Допускается начинать соединительную линию от второй
(последней) части рамки и заканчивать ее на выносной линии со стороны
материала детали |
|
|
|
Если допуск относится к поверхности или к ее
профилю, а не к оси элемента, то стрелку располагают на некотором расстоянии
от конца размерной линии |
|
|
|
Если допуск относится к оси или к плоскости
симметрии элемента, то конец соединительной линии должен совпадать с
продолжением размерной линии этого элемента |
|
|
|
Допуск относится к общей оси или плоскости симметрии
двух элементов, и из чертежа ясно, для каких элементов данная ось является
общей |
|
|
|
ДОПОЛНИТЕЛЬНЫЕ ЗНАКИ ПЕРЕД ЧИСЛОВЫМ ЗНАЧЕНИЕМ
ДОПУСКА |
||
|
При указании кругового или цилиндрического поля
допуска его диаметром |
|
|
|
При указании кругового или цилиндрического поля
допуска его радиусом |
|
|
|
Для допуска симметричности, пересечения осей, формы
заданной поверхности или заданного профиля, позиционного допуска в диаметральном
выражении. Символ Т означает, что указывается полная
ширина соответствующего поля допуска |
|
|
|
Те же виды допусков, что и в предыдущем случае, но в
радиусном выражении. Символ Т/2 означает, что
указывается половина ширины соответствующего поля допуска |
|
|
|
При указании поля допуска, ограниченного сферой |
|
|
|
УКАЗАНИЕ НОРМИРУЕМОГО УЧАСТКА |
||
|
Допуск относится ко всей поверхности (длине
элемента) |
|
|
|
Допуск относится к любому участку поверхности
(элемента), имеющему заданную длину или площадь |
|
|
|
Допуск относится к нормируемому участку,
расположенному в определенном месте (участок обозначают штрихпунктирной
линией и указывают размерами) |
|
|
|
Знак базы - зачерненный равносторонний треугольник с
высотой, равной размеру шрифта размерных чисел |
|
|
|
Если соединение рамки, содержащей обозначение
допуска, с базой затруднительно, то базу обозначают прописной буквой и эту
букву вписывают в третье поле рамки допуска |
|
|
|
Базой является ось элемента |
|
|
|
Базой является общая ось элементов |
|
|
|
УКАЗАНИЕ НЕСКОЛЬКИХ БАЗОВЫХ ЭЛЕМЕНТОВ |
||
|
Несколько элементов образуют одну базу (например, общую ось), и их последовательность не имеет
значения. Указывают в одном поле рамки |
|
|
|
ОДИНАКОВЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ОТНОСЯЩИЕСЯ К РАЗНЫМ ЭЛЕМЕНТАМ |
||
|
Повторяющиеся допуски, обозначаемые одним и тем же
условным знаком и имеющие одно и то же числовое значение |
|
|



Таблица 13.14. Рекомендации по применению степеней
точности (ГОСТ 24643-81) и способы обработки для их достижения
|
Степень
точности |
Назначение |
Методы
обработки |
|
Отклонения
формы плоских поверхностей: плоскостность, прямолинейность |
||
|
3-4 |
Направляющие станков повышенной
точности. Столы фрезерных, плоскошлифовальных и
других станков высокой точности |
Доводка, суперфиниширование,
тонкое шлифование, тонкое шабрение |
|
5-6 |
Направляющие станков нормальной
точности, точных приборов и машин. Рабочие поверхности столов станков
нормальной и повышенной точности |
Шлифование, шабрение, чистовое точение
повышенной точности |
|
7-8 |
Базовые поверхности кондукторов и других
технологических приспособлений. Направляющие кривошипных и
гидравлических прессов, ползуны. Опорные поверхности корпусов
подшипников. Разъемы корпусов редукторов, масляных
насосов |
Шлифование, тонкие
фрезерование и строгание, протягивание, чистовое точение |
|
9-10 |
Опорные поверхности машин,
устанавливаемых на клиньях и амортизаторах. Присоединительные поверхности арматуры и
фланцев. Кронштейны и основания вспомогательных и
других механизмов |
Чистое фрезерование, строгание и
долбление, протягивание, точение |
|
Отклонение
формы цилиндрических поверхностей: круглость |
||
|
3-4 |
Рабочие поверхности плунжерных и
золотниковых пар при высоких давлениях. Посадочные поверхности подшипников
качения классов точности 4 и 2 и отверстия в корпусах для этих подшипников. Шейки шпинделей под подшипники станков
повышенной точности |
Тонкое точение, шлифование, алмазное
растачивание, хонингование, доводка |
|
5-6 |
Посадочные поверхности подшипников качения
классов точности 0,6,5 на валах и в корпусах. Шейки под подшипники у станков
нормальной точности. Поршни и цилиндры гидравлических
устройств, насосов и компрессоров при средних давлениях. Цилиндры автомобильных двигателей. Поверхности соединений втулок с
цилиндрами и корпусами в гидравлических системах высокого давления |
Шлифование, алмазное растачивание,
тонкое точение, тонкое развертывание, хонингование,
протягивание |
|
7-8 |
Гильзы, поршневые кольца и поршни
тракторных двигателей. Отверстия под втулки в шатунах дизелей,
компрессоров, тракторных двигателей |
Точение, сверление, растачивание,
протягивание, черновое шлифование |
|
9-10 |
Поршни и цилиндры насосов низких
давлений. Подшипники скольжения с легкими условиями работы |
Черновое точение, сверление, растачивание,
зенкерование, вырубание в штампах обычной точности |
|
Отклонения
от параллельности плоскостей |
||
|
3-4 |
Основные рабочие поверхности станков
высокой и повышенной точности. Скользящие поверхности деталей насосов |
Доводка, тонкое шлифование, шабрение |
|
5-6 |
Рабочие поверхности станков нормальной
точности. Базовые поверхности приспособлений Трущиеся поверхности |
Шлифование, тонкие
фрезерование и строгание, шабрение |
|
7-8 |
Номинально параллельные поверхности машиностроительных
деталей средней точности. Рабочие поверхности кондукторов средней
точности |
Шлифование, фрезерование, строгание,
опиловка, протягивание, литье под давлением |
|
9-10 |
Стыковые поверхности без взаимного перемещения
при невысоких требованиях к герметичности и точности соединений. Нерабочие поверхности |
Фрезерование, строгание, долбление |
|
11-12 |
Все грубые способы обработки |
|
|
Отклонения
от параллельности поверхностей вращения |
||
|
4-5 (5-6) |
Рабочие поверхности станков нормальной
точности. Точные измерительные приборы и точные
кондукторы |
Шлифование. Координатное растачивание. |
|
6-7 (7-8) |
Точные машиностроительные детали и
кондукторы средней точности |
Шлифование. Растачивание на расточном станке,
протягивание |
|
8-9 (9-10) |
Машиностроительные детали средней
точности |
Растачивание, сверление и развертывание по кондуктору |
|
13-15 |
Литые детали всех размеров из цветных
сплавов |
Растачивание, сверление |
|
Отклонения от
перпендикулярности плоскостей |
||
|
3-4 |
Основные направляющие и базовые
поверхности станков нормальной и повышенной точности. Точные инструменты и измерительные
приборы |
Доводка, тонкое шлифование, шабрение повышенной точности |
|
5 |
Ответственные детали точных станков,
измерительных инструментов и приборов средней точности |
Тонкое шлифование, шабрение |
|
6-7 |
Ответственные детали станков средней
точности, детали насосов, двигателей внутреннего сгорания, точных кондукторов
и приспособлений |
Чистовое шлифование, шабрение, тонкие фрезерование и строгание |
|
8 |
Ответственные машиностроительные детали
кондукторов и приспособлений |
Шлифование, чистовые
строгание, фрезерование и долбление |
|
9-10 |
Машиностроительные
детали средней точности |
Строгание, фрезерование, долбление |
|
11 |
Все способы обработки |
|
|
Отклонения
от перпендикулярности торца (торцовое биение) |
||
|
3-4 |
Опорные и трущиеся поверхности ответственных
машиностроительных деталей, точных станков и турбин. Фланцы валов крупных турбин и
генераторов |
Доводка, тонкое шлифование, шабрение повышенной точности |
|
5-6 |
Опорные и трущиеся поверхности ответственных
машиностроительных деталей, точных станков и турбин. Фланцы валов крупных турбин и
генераторов |
Шлифование, шабрение, тонкое обтачивание
и растачивание |
|
7 |
Опорные и трущиеся поверхности
машиностроительных деталей |
Шлифование, шабрение, тонкое обтачивание
и растачивание |
|
8-9 |
Малоответственные рабочие поверхности
машиностроительных деталей |
Шлифование, чистовое обтачивание и
растачивание |
|
10-12 |
Плоские поверхности под установку
прокладок, под арматуру и т.п. Свободные поверхности |
Шлифование, обтачивание, растачивание |
|
Отклонения
от соосности (радиальное биение) |
||
|
3-4 |
Рабочие поверхности шпинделей, столов и
других деталей станков повышенной и нормальной точности. Детали гидравлических машин. Ответственные детали особо точных машин,
выполняемые по 5 квалитету. Измерительные инструменты и приборы |
Доводка, тонкое шлифование, тонкое
обтачивание, суперфиниширование, хонингование |
|
5-6 |
Точные машиностроительные детали,
изготавливаемые по 6-7 квалитетам |
Чистовое шлифование, тонкое обтачивание
и растачивание |
|
7 |
Машиностроительные детали,
изготавливаемые по 8-9- квалитетам |
Шлифование, чистовое обтачивание и
растачивание |
|
8 |
Машиностроительные детали,
изготавливаемые по 10-11 квалитетам |
Точение, растачивание, зенкерование,
вытяжка в штампах |
|
9-10 |
Машиностроительные детали,
изготавливаемые по 12-13 квалитетам |
|
|
Примечание. Степени точности, указанные в скобках, рекомендуются
для отклонений от параллельности оси одной детали по отношению к оси другой
(сопрягаемой) |
||
Допуски формы и расположения поверхностей следует
назначать в зависимости от номинального размера и степени точности.
Ориентировочные рекомендации по применению степеней точности приведены в таблице
13.14, а допуски формы и расположения поверхностей в таблицах 13.15-13.20.
|
Номинальный диаметр
поверхности, мм |
Степени точности |
|||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
Допуски, мкм |
||||||||||
|
До 3 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
|
Св. 3 до 10 |
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
|
Св. 10 до 18 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
|
Св. 18 до 30 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
|
Св. 30 до 50 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
|
Св. 50 до 120 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
|
Св. 120 до 250 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
|
Св. 250 до 400 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
|
Св. 400 до 630 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
Таблица 13.16. Допуски плоскостности и прямолинейности
(ГОСТ 10356-63)
|
Номинальная длина, мм |
Степени точности |
|||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
Допуски, мкм |
||||||||||
|
До 10 |
0,6 |
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
|
Св. 10 до 16 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
|
Св. 16 до 25 |
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
|
Св. 25 до 40 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
|
Св. 40 до 63 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
|
Св. 63 до 100 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
|
Св. 100 до 160 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
|
Св. 160 до 250 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
|
Св. 250 до 400 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
|
Св. 400 до 630 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
Таблица 13.17. Допуски параллельности,
перпендикулярности, наклона, торцового биения
и полного торцового биения (ГОСТ 10356-63)
|
Интервалы номинальных размеров, мм |
Степени точности |
|||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
Допуски, мкм |
||||||||||
|
До 10 |
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
|
Св. 10 до 16 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
|
Св.16 до 25 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
|
Св. 25 до 40 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
|
Св. 40 до 63 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
|
Св. 63 до 100 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
|
Св. 100 до 160 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
|
Св. 160 до 250 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
|
Св. 250 до 400 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
|
Св. 400 до 630 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
500 |
Таблица 13.18. Допуски на радиальное биение и
полное радиальное биение.
Допуски соосности,
симметричности и пересечения осей в диаметральном выражении (ГОСТ 10356-63)
|
Интервалы номинальных диаметров, мм |
Степени точности |
|||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
Допуски, мкм |
||||||||||
|
До 3 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
|
Св. 3 до 10 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
|
Св. 10 до 18 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
|
Св. 18 до 30 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
|
Св. 30 до 50 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
|
Св. 50 до 120 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
|
Св. 120 до 250 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
500 |
|
Св. 250 до 400 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
600 |
|
Св. 400 до 630 |
12 |
20 |
30 |
50 |
80 |
120 |
200 |
300 |
500 |
800 |
|
Примечание: Для получения значений допусков в
радиальном выражении указанные в таблице значения при соответствующем
диаметре следует уменьшить вдвое и при необходимости
округлить до ближайшего числа |
||||||||||
|
Номинальные диаметры посадочных мест валов и отверстий корпусов (стаканов) под подшипники, мм |
Классы точности
подшипников
|
|||||||
|
0 |
6 |
5 |
4 |
0 |
6 |
5 |
4 |
|
Валы
|
Отверстия корпусов |
|||||||
|
до 50 |
20 |
10 |
7 |
4 |
40 |
20 |
13 |
8 |
|
св. 50 до 80 |
25 |
12 |
8 |
6 |
40 |
20 |
13 |
8 |
|
св. 80 до 120 |
25 |
12 |
8 |
6 |
45 |
22 |
15 |
9 |
|
св. 120 до 150 |
30 |
15 |
10 |
8 |
50 |
25 |
18 |
10 |
|
св. 150 до 180 |
30 |
15 |
10 |
8 |
60 |
30 |
20 |
12 |
|
св. 180 до 250 |
30 |
15 |
10 |
8 |
70 |
35 |
22 |
15 |
|
св. 250 до 315 |
35 |
17 |
12 |
9 |
80 |
40 |
25 |
17 |
|
св. 315 до 400 |
40 |
20 |
13 |
10 |
90 |
45 |
30 |
20 |
|
св. 400 до 500 |
40 |
25 |
15 |
12 |
100 |
50 |
35 |
25 |
|
Класс точности подшипников |
Допуск круглости, мкм |
Допуск цилиндричности, мкм |
|
0; 6 |
Половина допуска на диаметр в любом сечении
посадочной поверхности |
Половина допуска на диаметр посадочной
поверхности на длине этой поверхности |
|
5; 4 |
Четверть допуска на диаметр в любом сечении посадочной
поверхности |
Четверть допуска на диаметр в любом сечении посадочной
поверхности на длине этой поверхности |
Расположение осей в деталях может быть задано на
чертежах либо межосевым расстоянием, либо расстоянием от каких-либо баз, например, от одной или двух плоскостей
детали.
Допуски смещения отверстий задают двумя способами:
в виде указания предельных отклонений размеров между
осями;
- в виде указания предельных смещений осей отверстий
от номинального расположения (позиционный допуск).
Различают соединения типа А (например, соединения болтами) и типа Б (например, соединения шпильками). В
соединении А зазоры предусмотрены в обеих
соединяемых деталях, в соединении Б - в одной.
Для выбора числовых значений
допусков расположения осей отверстий определяют расчетное смещение осей
соединения. Величина предельного смещения оси от номинального
расположения (∆расч) определяется по формулам:
а) для соединения
болтами: ![]()
б) для соединения винтами или шпильками: ![]()
где:
∆расч - расчетное значение смещения осей болта (винта,
шпильки) и отверстия, мм;
dотв - диаметр
отверстия, мм;
d - диаметр болта (винта, шпильки), мм.
Полученное расчетом значение ∆расч округляется до ближайшего меньшего стандартного
значения из ряда:
|
0,08 |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
1.20 |
1,60 |
2,00 |
По величине предельного смещения определяются величины
допуска на линейные размеры Li (таблица 13.21).
|
Эскиз |
Предельное смещение оси от номинального расположения
∆ |
||||||||||||||||
|
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
||||
|
Предельные отклонения размеров, координирующих оси отверстий |
|||||||||||||||||
|
Одно отверстие, координированное относительно
плоскости |
|||||||||||||||||
|
|
Отклонение размера между осью отверстия и плоскостью |
||||||||||||||||
|
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
||||
|
Два отверстия, координированное одно относительно
другого |
|||||||||||||||||
|
|
Отклонение размера между осями двух отверстий |
||||||||||||||||
|
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
1,20 |
1,60 |
2,00 |
||||
|
Три или более отверстий, расположенных в один ряд |
|||||||||||||||||
|
|
Отклонение размера между осями двух любых отверстий |
||||||||||||||||
|
0,07 |
0,08 |
0,11 |
0,14 |
0,16 |
0,22 |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
0,80 |
1,10 |
1,40 |
||||
|
Отклонения размеров от каждого отверстия до одного базового отверстия (Li) или базовой плоскости |
|||||||||||||||||
|
0,15 |
0,16 |
0,22 |
0,28 |
0,32 |
0,44 |
0,56 |
0,70 |
0,80 |
1,10 |
1,40 |
1,60 |
2,20 |
2,80 |
||||
|
Смещение осей отверстий от общей плоскости |
|||||||||||||||||
|
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
||||
|
Три или четыре отверстия, расположенные в два ряда |
|||||||||||||||||
|
|
Отклонение размеров L1 и L2 |
||||||||||||||||
|
0,07 |
0,08 |
0,11 |
0,14 |
0,16 |
0,22 |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
0,80 |
1,10 |
1,40 |
||||
|
Отклонение размеров по диагонали между осями двух любых отверстий |
|||||||||||||||||
|
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
1,20 |
1,60 |
2,00 |
||||
|
Одно отверстие, координированное относительно двух взаимно
перпендикулярных плоскостей (при сборке базовые плоскости соединяемых деталей
совмещаются) |
|||||||||||||||||
|
|
Отклонение размеров L1 и L2 |
||||||||||||||||
|
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
||||
|
Отверстия, координированные одно относительно
другого и расположенные в несколько рядов |
|||||||||||||||||
|
|
Отклонение размеров L1, L2, L3, L4 |
||||||||||||||||
|
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
||||
|
Отклонение размеров по диагонали между осями двух любых отверстий |
|||||||||||||||||
|
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
1,00 |
1,20 |
1,60 |
2,00 |
||||



По величине предельного отклонения ∆расч определяются и величины допусков на диаметры D и радиусы R расположения центров отверстий, а так же допуски
на центральные углы между осями двух любых отверстий и на углы между осью каждого отверстия и осью базового отверстия (𝜑)
(таблица 13.22).
Таблица 13.22. Предельные отклонения
размеров, координирующих оси отверстий (система полярных координат)
|
|
||||||||||||
|
а)
два отверстия, координированные одно относительно другого и центрального
базового элемента; б)
три и более отверстий, координированных одно
относительно другого; в)
три и более отверстий, координированных одно относительно другого и
центрального базового элемента А; г)
три и более отверстий, координированных относительно
базового отверстия; д)
три и более отверстий, координированных относительно базового отверстия и
центрального базового элемента А |
||||||||||||
|
Предельное отклонение, мм |
0,08 |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
|
0,11 |
0,14 |
0,16 |
0,22 |
0,28 |
0,35 |
0,40 |
0,55 |
0,70 |
0,80 |
1,1 |
||
|
0,055 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,40 |
0,55 |
||
|
Номинальные размеры, мм (D) |
Вид допуска |
ЗНАЧЕНИЯ ДОПУСКОВ |
||||||||||
|
св. 6 до 10 |
1o40’ |
2o |
2o20’ |
3o |
4o |
|
|
|
|
|
|
|
|
50’ |
1o |
1o10’ |
1o30’ |
2o |
|
|
|
|
|
|
||
|
св.10 до 14 |
1o |
1o20’ |
1o40’ |
2o |
2o40’ |
3o20’ |
4o |
|
|
|
|
|
|
30’ |
40’ |
50’ |
1o |
1o20’ |
1o40’ |
2o |
|
|
|
|
||
|
св. 14 до 18 |
45’ |
1o |
1o10’ |
1o30’ |
2o |
2o20’ |
3o |
4o |
|
|
|
|
|
22’30” |
30’ |
35’ |
45’ |
1o |
1o10’ |
1o30’ |
2o |
|
|
|
||
|
св. 18 до 24 |
35’ |
45’ |
55’ |
1o10’ |
1o30’ |
1o50’ |
2o20’ |
3o |
|
|
|
|
|
17’30” |
22’30” |
37’30” |
35’ |
45’ |
55’ |
1o10’ |
1o30’ |
|
|
|
||
|
св. 24 до 30 |
28’ |
35’ |
45’ |
55’ |
1o10’ |
1o30’ |
1o50’ |
2o20’ |
3o |
3o40’ |
4o30’ |
|
|
14’ |
17’30” |
22’30” |
27’30” |
35’ |
45’ |
55’ |
1o10’ |
1o30’ |
1o50’ |
2o15’ |
||
|
св. 30 до 40 |
22’ |
28’ |
35’ |
45’ |
55’ |
1o10’ |
1o20’ |
1o50’ |
2o20’ |
2o40’ |
3o40’ |
|
|
11’ |
14’ |
17’30” |
22’30” |
27’30” |
35’ |
40’ |
55’ |
1o10’ |
1o20’ |
1o50’ |
||
|
Св. 40 до 50 |
16’ |
20’ |
25’ |
30’ |
40’ |
50’ |
1o |
1o20’ |
1o40’ |
2o |
2o40’ |
|
|
8’ |
10’ |
12’30” |
15’ |
20’ |
25’ |
30’ |
40’ |
50’ |
1o |
1o20’ |
||
|
св.50 до 65 |
12’ |
16’ |
20’ |
25’ |
30’ |
40’ |
50’ |
1o |
1o20’ |
1o40’ |
2o |
|
|
6’ |
8’ |
10’ |
12’30” |
15’ |
20’ |
25’ |
30’ |
40’ |
50’ |
1o |
||
|
св. 65 до 80 |
6δω |
10’ |
12’ |
16’ |
20’ |
25’ |
30’ |
40’ |
50’ |
1o |
1o20’ |
1o40’ |
|
6δα |
5’ |
6’ |
8’ |
10’ |
12’30” |
15’ |
20’ |
25’ |
30’ |
40’ |
50’ |
|
|
св. 80 до 100 |
6δω |
8’ |
10’ |
12’ |
16’ |
20’ |
25’ |
30’ |
40’ |
50’ |
1o10’ |
1o20’ |
|
6δα |
4’ |
5’ |
6’ |
8’ |
10’ |
12’30” |
15’ |
40’ |
25’ |
35’ |
40’ |
|
|
св. 100 до 120 |
6δω |
7’ |
9’ |
11’ |
14’ |
18’ |
22’ |
28’ |
35’ |
45’ |
55’ |
1o10’ |
|
6δα |
3’30” |
4’30” |
5’30” |
7’ |
9’ |
11’ |
14’ |
17’30” |
22’30” |
27’30” |
35’ |
|
|
св. 120 до 150 |
6δω |
6’ |
7’ |
9’ |
12’ |
14’ |
18’ |
22’ |
28’ |
35’ |
45’ |
55’ |
|
6δα |
3’ |
3’30” |
4’30” |
6’ |
7’ |
9’ |
11’ |
14’ |
17’30” |
22’30” |
27’30” |
|
|
св. 150 до 180 |
6δω |
5’ |
6’ |
7’ |
9’ |
12’ |
14’ |
18’ |
22’ |
30’ |
35’ |
45’ |
|
6δα |
2’30” |
3’ |
3’30” |
4’30” |
6’ |
7’ |
9’ |
11’ |
15’ |
17’30” |
22’30” |
|
|
св. 180 до 250 |
6δω |
3’30” |
4’30” |
6’ |
7’ |
9’ |
11’ |
14’ |
18’ |
22’ |
28’ |
35’ |
|
6δα |
1’45” |
2’15” |
3’ |
3’30” |
4’30” |
5’30” |
7’ |
9’ |
11’ |
14’ |
17’30” |
|
|
св. 250 до 310 |
6δω |
2’30” |
3’ |
4’ |
6’ |
7’ |
9’ |
10’ |
14’ |
16’ |
20’ |
25’ |
|
6δα |
1’15” |
1’30” |
2’ |
3’ |
3’30” |
4’30” |
5’ |
7’ |
8’ |
10” |
12’30” |
|
|
св. 310 до 400 |
6δω |
2’ |
2’30” |
3’ |
4’ |
5’ |
6’ |
8’ |
10’ |
12’ |
16’ |
20’ |
|
6δα |
1’ |
1’15” |
1’30” |
2’ |
2’30” |
3’ |
4’ |
5’ |
6’ |
8’ |
10’ |
|
|
св. 400 до 500 |
6δω |
|
2’ |
2’30” |
3’ |
4’ |
5’ |
6’ |
8’ |
10’ |
12’ |
16’ |
|
6δα |
|
1’ |
1’15” |
1’30” |
2’ |
2’30” |
3’ |
4’ |
5’ |
6’ |
8’ |
|
|
св. 500 до 630 |
6δω |
|
|
2’ |
2’30” |
3’ |
4’ |
5’ |
6’ |
8’ |
10’ |
12’ |
|
6δα |
|
|
1’ |
1’15” |
1’30” |
2’ |
2’30” |
3’ |
4’ |
5’ |
6’ |
|
Вал и вал-шестерня. Чаще
всего базой измерения для этих деталей является общая ось посадочных поверхностей
для подшипников качения. Эта ось обозначена на рис.13.10 буквами АВ.
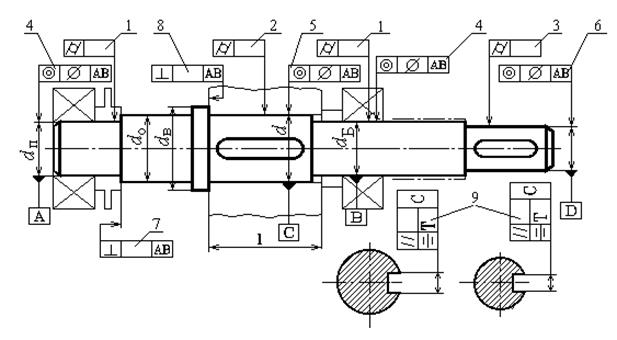
Рис.13.10
На этом же рисунке приведены обозначения основных
диаметров вала (dп, dо, dБ и d), а в рамках − условные
обозначения допусков формы и расположения и номера позиций, в соответствии с
которыми по табл. 13.23 определяют числовые значения этих допусков.
Пример выполнения рабочего чертежа вала приведен на
рис.13.11.
Рис.13.11
Таблица 13.23. Допуски формы и расположения поверхностей
|
Позиция |
Допуск |
|
1, 2, 3 |
|
|
4 |
TØ на диаметре dn
по табл. 13.24, в зависимости от типа подшипника качения. |
|
5 |
TØ на диаметре d по табл. 13.25 Степень
точности допуска соосности по табл. 13.22 |
|
6 |
TØ = 60/n мм
только для n |
|
7 |
ТÖ на диаметре dо по табл. 13.26.
Степень точности допуска при базировании подшипников: шариковых
− 8, роликовых – 7. |
|
8 |
ТÖ на диаметре dВ при l /
d < 0,7 по табл. 13.27 при степени точности допуска
перпендикулярности для
зубчатых колёс степеней точности по нормам контакта, которую назначают
следующим образом: для
шестой − 5; для седьмой и восьмой − 6; для девятой – 7. |
|
9 |
ТÕ = 0,5tшп , TÙ = 2tшп, где tшп −
допуск ширины шпоночного паза |
Таблица 13.24. Допуск соосности
поверхности цапфы вала длиной В =
|
Тип подшипника |
T∅,
мкм |
|
|
1. 2. 3. 4. 5. |
Радиальный
шариковый однорядный Радиально-упорный
шариковый однорядный Радиальный
с короткими цилиндрическими роликами Радиально-упорный
конический роликовый однорядный Радиальный
шариковый и роликовый двухрядный сферический |
4 3 1 1 6 |
|
Примечание:
при длине В (мм) посадочного места подшипника на
валу, отличного от В1 = 10 мм, табличное значение допуска соосности следует умножить на 0,1В1. |
||
Таблица 13.25.
Допуск соосности поверхности вала
|
Интервалы диа- метров вала, мм |
Степень точности допуска соосности |
|||||
|
5 |
6 |
7 |
8 |
9 |
||
|
от |
до |
Допуск соосности, мкм |
||||
|
18 |
30 |
10 |
16 |
25 |
40 |
60 |
|
30 |
50 |
12 |
20 |
30 |
50 |
80 |
|
50 |
120 |
16 |
25 |
40 |
60 |
100 |
|
120 |
250 |
20 |
30 |
50 |
80 |
120 |
Таблица 13.26.
Степень точности допуска соосности в зависимости
от кинематической точности зубчатой передачи
|
Степень кинема- тической
точнос- ти
передачи |
Диаметр делительной окружности колеса, мм |
|
|
от 50 до 125 |
от 125 до 280 |
|
|
Степень точности допуска соосности |
||
|
6 |
5 |
6 |
|
7 |
6 |
7 |
|
8 |
7 |
7 |
|
9 |
7 |
8 |
Зубчатое колесо. На
рис. 13.12 показаны несколько зубчатых колёс и условные обозначения баз и допусков
формы и расположения поверхностей.
В соответствии с позициями, приведёнными на этом
рисунке, в табл. 13.28 даны указания для определения допусков и расположения
поверхностей.
Назначение каждого из допусков формы и расположения поверхностей
зубчатого колеса следующее:
-
в позиции 1 –
допуск цилиндрической посадочной поверхности колеса назначают, чтобы ограничить
концентрацию напряжений на посадочной поверхности;
Таблица 13.27.
Степени точности допусков параллельности, перпендикулярности
|
Интервалы |
Степень точности допусков параллельности,
перпендикулярности |
||||
|
5 |
6 |
7 |
8 |
9 |
|
|
Допуски параллельности, перпендикулярности |
|||||
|
от 16 до 25 от 25 до 40 от 40 до 63 от 63 до 100 от 100 до 160 |
4 5 6 8 10 |
6 8 10 12 16 |
10 12 16 20 25 |
16 20 25 30 40 |
25 30 40 50 60 |
Таблица 13.28.
Допуски формы и расположения поверхностей
|
Позиция |
Допуск |
|
1 |
|
|
2 |
T на диаметре dст рассчитывают только при l/d |
|
3 |
T// на диаметре dст рассчитывают только при l/d <
0,7 по таблице 13.27.
Степень точности допуска при
базировании подшипников: шариковых – 7, роликовых – 6. |
|
4 |
T// =0,5tшп ; Т |
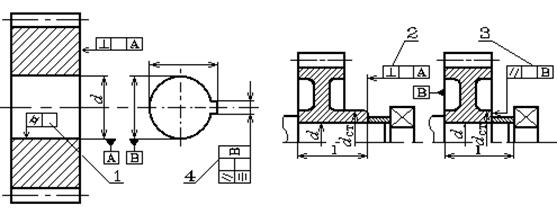
Рис.13.12
-
в позиции 2 –
допуск перпендикулярности торца ступицы колеса задают, чтобы создать точную
базу для подшипника качения и уменьшить перекос колец подшипников;
-
в позиции 3 – допуск
параллельности торцов ступицы для узких колес (l/d < 0,7) задают по тем же соображениям, что и допуск
перпендикулярности торца ступицы. Если у колеса нет выточки, следовательно, нет
и размера dст, то допуск параллельности торцов
ступицы относится к условному диаметру, равному 1,5…2 размерам посадочного
отверстия. Тогда в рамке условного обозначения приводят значение допуска
параллельности и условный диаметр измерения, например, для условного диаметра
![]()
Если торцы ступицы не участвуют в базировании подшипников, то допуски
по позициям 2 и 3 не назначают.
Пример выполнения рабочего чертежа зубчатого
колеса приведен на рис.13.13.
Рис.13.13
13.1.6.
Шероховатость поверхности
Поверхности деталей
машин после обработки не являются идеально гладкими, т.е. имеют шероховатость
поверхности, так как режущие кромки инструментов оставляют на поверхности
следы в виде неровностей и гребешков, близко расположенных друг к другу,
например на рисунке 13.14.
Под шероховатостью поверхности
понимают совокупность неровностей, поверхности с относительно малыми шагами,
рассматриваемая на базовой длине, что показано на рисунке 13.14. Шероховатость
поверхности оценивается на базовой длине от средней линии профиля - базовой линии, совпадающей с номинальной поверхностью
детали. Профиль шероховатой поверхности состоит из выступов и впадин. Выступ
профиля - часть профиля, соединяющая две соседние точки пересечения его со
средней линией профиля и направленная из тела изделия. Впадина профиля - часть профиля, соединяющая две соседние точки
пересечения его со средней линией профиля и направленная в тело изделия.
В технической документации
назначаются требования по нескольким параметрам шероховатости (высота
неровностей, шаг неровностей профиля, опорная длина профиля и др.), основными
из которых являются высота неровностей
профиля по 10-ти точкам - Rz и среднее арифметическое
отклонений профиля - Ra.
Высота неровностей профиля Rz равна среднему от суммы высот
пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в
пределах базовой длины (формула а).
Среднее арифметическое отклонений профиля Ra равно среднему
арифметическому абсолютных значений отклонений профиля в пределах базовой длины
(формула б).
![]()
![]()
Рис. 13.14.
К определению показателей шероховатости
В документации предпочтительно использовать среднее
арифметическое отклонение профиля Ra. Для заданного значения базовой длины нормативные
параметры Ra
и Rz
связаны соотношением: Rz ≈4Ra. Параметр шероховатости Ra
является основным для деталей с высокими требованиями к качеству поверхности.
Параметр Rz назначают на несопрягаемые
поверхности, а также на неответственные поверхности, получаемые ковкой,
штамповкой, литьем и т. д.
Шероховатость поверхностей связана с точностью
изготовления изделия (детали). Чем выше точность обработки какого-либо размера
детали (меньше номер квалитета - уже поле допуска), тем меньшую шероховатость
должны иметь поверхности, ограничивающие этот размер.
Подшипники качения работают в сложных условиях,
обусловленных большими нагрузками, высокими частотами вращения колец,
относительно малой поверхностью контакта с посадочной поверхностью. Поэтому к
качеству поверхностей под посадку подшипников предъявляются более высокие
требования по сравнению с другими поверхностями. Посадочные поверхности под
подшипники и торцовые поверхности заплечиков высококачественно обрабатывают (алмазное
точение, тонкая шлифовка) во избежание смятия и среза местных выступов в
процессе запрессовки и эксплуатации подшипников.
Требования к шероховатости поверхности
должны устанавливаться, исходя из функционального назначения поверхности, для
обеспечения заданного качества изделий. Если в этом нет необходимости, то
требования к шероховатости поверхности не устанавливаются.
13.1.6.1.
Обозначение шероховатости поверхности
Структура обозначения шероховатости поверхности (рис.
13.15) должна соответствовать ГОСТ 2.309-73. При наличии в обозначении шероховатости только значения ее параметра
применяют знак без полки.
Рис.13.15
По ГОСТ 2.309-73 для обозначения шероховатости поверхности на чертежах используют знаки, указанные на рис. 13.9-13.13,
где 1 -
параметр (параметры) шероховатости по ГОСТ 2789-73;
2 - вид обработки поверхности и (или) другие
дополнительные указания;
3 - базовая длина по ГОСТ 2789-73;
4 - условное обозначение направления микронеровностей.


![]()

Рис.13.16 Рис.13.17 Рис.13.18 Рис.13.19
Если вид обработки конструктором не указывается, то
применяется знак по рис. 13.16, если указывается, то - по рис. 13.17. Если
поверхность образуется без снятия материала (например, штамповкой и
т.п.), то применяют знак по рис. 13.18. Состояние поверхности, обозначенной
знаком (см. рис. 13.18), должно удовлетворять требованиям, установленным
соответствующим стандартом, причем на этот документ должна быть ссылка в виде
указания сортамента материала в графе 3 основной надписи чертежа. Допускается
применять упрощенное обозначение шероховатости поверхности с разъяснением его в
технических требованиях чертежа (рис. 13.19). При этом используют знак и
строчные буквы русского алфавита в алфавит ном
порядке, без повторений и, как правило без пропусков.
Шероховатость поверхности по ГОСТ 2789-73 характеризуется шестью параметрами: Ra - среднее
арифметическое отклонение профиля, мкм; Rz - высота
неровностей профиля по десяти точкам, мкм; Rmax
- наибольшая высота неровностей профиля,
мкм; Sm - средний шаг неровностей; S - средний
шаг местных выступов профиля; tp - относительная опорная длина профиля, где
p - значение уровня сечения профиля.
Параметры шероховатости относятся к нормальному
сечению.
Требования к шероховатости поверхности должны
устанавливаться путем указания параметра шероховатости (одного или нескольких
из вышеперечисленных шести параметров), числового значения выбранного параметра
и базовой длины, на которой происходит определение параметра.
В большинстве случаев в проектах достаточно
проставлять один из двух первых параметров - Ra или Rz, причем параметр Ra является
предпочтительным.
В соответствии с ГОСТ 2789- 73 шероховатость
поверхности оценивают по среднему арифметическому отклонению профиля Ra на базовой длине l или по высоте неровностей Rz по десяти точкам,
отсчитанной от базовой линии т.
Если параметры Ra, Rz, Rmax определяются
на базовых длинах в соответствии с таблицами 75, 76 [6], которые соответствуют
базовым длинам по ГОСТ 2789-73, то эти базовые длины не указываются в
требованиях к шероховатости.
При необходимости устанавливаются требования к
направлению неровностей поверхности, к способу или последовательности способов
получения (обработки) поверхности.
Направление сечения не оговаривается, если требования
технической документации относятся к направлению сечения на поверхности,
которое соответствует наибольшим значениям высотных параметров.
Значения параметров шероховатости
поверхности изделий, в зависимости от их назначения, характера соединения
деталей, размеров, различных видов обработки, приведены в таблице 13.29.
Таблица 13.29. Параметры шероховатости в зависимости
от характера и назначения поверхностей изделий
|
Параметры шероховатости, мкм |
Характеристика и
назначение поверхности |
|
Rz |
|
|
Rz1250 Rz630 |
Поверхности отливок, получаемых литьем в
землю; сварных швов |
|
Rz320 Rzl60 |
Поверхности: очень грубые, не
подвергающиеся механической обработке; отливок повышенного качества,
полученных литьем в землю. Нерабочие контуры
деталей (зачищенные поверхности отливок, поковок и т.п.) |
|
Rz100 |
Поверхности отверстий и фасок из-под сверла,
зенковок. Разделка кромок под сварку |
|
Rz80 |
Поверхности: грубые, не соприкасающиеся
друг с другом, деталей эксплуатационного и технологического оборудования,
приспособлений; боковых и задних стенок шасси, обшивок; сквозных
отверстий квалитета 14 под болты, винты, заклепки и др. |
|
Rz40 |
Поверхности: кронштейнов, муфт, втулок,
колец, фланцев, колес и других деталей, не соприкасающихся с другими
поверхностями и не используемые в качестве технологических баз; свободные
поверхности пружин сжатия; сквозных отверстий квалитета 12 под болты, винты,
заклепки и др. |
|
Rz20 |
Поверхности: деталей, прилегающих к
другим поверхностям; не трущиеся и не подвергающиеся износу; опорных
плоскостей корпусов, кронштейнов, крышек; торцов
бобышек; зенкованные под винты. Канавки, фаски, галтели валов. Нерабочие поверхности шпоночных пазов на
валах |
|
Rz0,1 |
Поверхности базовые точных приборов |
|
Rz0,05 |
Поверхности: опорные фрикционных
устройств приборов высшей точности; полированные оптических деталей (линз,
светофильтров, зеркал, в том числе металлических
и др.), на которых недопустимы следы недополирования |
|
Ra |
|
|
Ra100-50 |
Нерабочие контуры деталей. Поверхности деталей, устанавливаемые на
бетонных, кирпичных и деревянных основаниях |
|
Ra25 |
Отверстия на проход крепежных деталей. Выточки, проточки,
отверстия масляных каналов на силовых валах, кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап |
|
Ra12,5 |
Внутренний диаметр шлицевых соединений
(не шлифованных). Свободные несопрягаемые торцовые
поверхности валов, муфт, втулок. Поверхности головок винтов |
|
Ra12,5-3,2 |
Нерабочие торцовые поверхности зубчатых
и червячных колес и звездочек. Канавки, фаски, выточки, зенковки,
закругления и т.п. Болты и гайки нормальной и повышенной
точности (кроме резьбы) |
|
Ra6,3 |
Торцовые поверхности под подшипники
качения. Поверхности втулок, колец, ступиц,
прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12 квалитета диаметром
80-500 мм. Поверхности отверстий 11 и 12 квалитета
диаметром 18-500 мм |
|
Ra3,2 |
Шаровые поверхности ниппельных
соединений. Канавки под уплотнительные резиновые
кольца подвижных и неподвижных торцовых соединений. Радиусы округлений на
силовых валах. Поверхности осей для эксцентриков. Опорные плоскости реек. Поверхности выступающих частей быстро
вращающихся деталей. Поверхности направляющих типа «ласточкин
хвост». Шейки валов 9 квалитета диаметром 80-500
мм, 11 квалитета диаметром 3-30 мм. Поверхности отверстий 7 квалитета
диаметром 80-500 мм, 9 квалитета диаметром 18-300 мм, 11 квалитета диаметром
1-10 мм. Отверстия в неподвижных соединениях всех квалитетов. Отверстия в подвижных соединениях 10 и 11 квалитетов. Торцовые поверхности под подшипники
качения 0-го и 6-го классов. Торцовые поверхности втулок, колец,
ступиц колес и шкивов. Нерабочие поверхности шпоночных пазов
колес |
|
Ra2,5 |
Поверхности: прилегающие друг к другу,
но не трущиеся, высокого качества; свободных тонкостенных внутренних деталей
приборов (промежуточные и зажимные кольца);
кромок деталей под паяные швы; деталей, предельные отклонения которых
находятся в пределах допусков на неточность изготовления до 7
квалитета включительно. Боковые поверхности зубьев 8 и 9
степеней точности (в том числе червячных). Рабочие поверхности шкивов, звездочек и
шпоночных пазов на валах |
|
Ra1,6 |
Наружные диаметры шлицевого соединения. Отверстия пригоняемых и регулируемых
соединений (вкладыши подшипников и др.) с допуском зазора-натяга 25-40 мкм. Цилиндры, работающие с резиновыми
манжетами. Отверстия подшипников скольжения. Трущиеся поверхности малонагруженных
деталей. Посадочные поверхности отверстий и валов
под неподвижные посадки. Шейки валов 6-го квалитета диаметром
120-500 мм, 8 квалитета диаметром 6-80 мм. Поверхности отверстий 6 квалитета
диаметром 50-500 мм, 7 квалитета диаметром 10-180 мм, 9 квалитета диаметром
1-18 мм. Отверстия в подвижных соединениях 7 и 8
квалитетов. Боковые поверхности зубьев колес 7
степени точности (в том числе червячных). Рабочие поверхности шпоночных пазов
колес |
|
Ral,25 |
Поверхности: трущиеся, к которым не
предъявляются высокие требования в отношении износостойкости и стабильности
сохранения зазора или взаимного расположения, опорные,
центрирующие; базовые, предназначенные для установки деталей, отклонения
которых находятся в пределах допусков на неточность изготовления 8 и
более точных квалитетов; муфт сцепления рабочие; шкал, матовых стекол;
декоративные хорошего качества. Поверхности разъема герметичных
соединений без прокладок. Отверстия корпусов под подшипники качения
0-го и 6-го классов. Поверхности валов под подшипники качения
0-го и 6-го классов. Боковые поверхности зубьев колес 6-й
степени точности (в том числе червячных). Рабочая поверхность витка червяка
червячной передачи 9-й степени точности |
|
Ra0,63 |
Поверхности: соприкасающиеся, достаточно
хорошо противостоящие износу; деталей с повышенными требованиями к точности и
коррозионной стойкости, если для предохранения от коррозии они
не подвергаются защитным покрытиям; рукояток и маховиков: рабочих плоскостей
направляющих призматических и типа «ласточкин
хвост», торцовые, опорные, работающие на трение; электрических контактов;
декоративные особо высокого качества Поверхности зеркала цилиндров,
работающих с резиновыми манжетами. Торцовые поверхности поршневых колец при
диаметре не менее 240 мм. Валы в пригоняемых и регулируемых
соединениях с допуском зазора-натяга 7-25 мкм. Трущиеся поверхности нагруженных
деталей. Посадочные поверхности 7 квалитета с
длительным сохранением заданной посадки - оси эксцентриков, точные червяки,
зубчатые колеса. Сопряженные поверхности бронзовых
зубчатых колес. Рабочие шейки распределительных валов. Штоки и шейки валов в уплотнениях. Шейки валов 5 квалитета диаметром 30-500
мм, 6 квалитета диаметром 10-120 мм. Поверхности отверстий 5 квалитета
диаметром 3-50 мм, 6 квалитета диаметром 1-10 мм. Поверхности валов под подшипники качения
0-го и 6-го классов. Рабочая поверхность витка червяка
червячной передачи 8-й степени точности |
|
Ra0,4 |
Шейки валов 5-го квалитета диаметром
свыше 1 до 30 мм, 6 квалитета диаметром свыше 1 до 10 мм. Валы в пригоняемых и регулируемых
соединениях (шейки шпинделей, золотники) с допуском зазора - натяга 16-25
мкм. Отверстия пригоняемых и регулируемых
соединений (вкладыши подшипников) с допуском зазора - натяга 4-7 мкм. Трущиеся элементы сильно нагруженных
деталей. Цилиндры, работающие с поршневыми
кольцами |
|
Ra0,32 |
Поверхности: трущиеся, хорошо
противостоящие износу; деталей с повышенными требованиями к точности и
коррозионной стойкости; точных шаровых
соединений; уплотняющие; декоративные особо высокого качества. Трущиеся элементы сильнонагруженных
деталей (рабочая поверхность витка червяка червячной передачи 6-й и 7-й
степеней точности). Поверхности валов под резиновые манжеты |
|
Ra0,2 |
Поверхности деталей, работающие на
трение, от износа которых зависит точность работы механизма |
|
Ra0,16 |
Поверхности: трущиеся, особо
ответственных деталей; качения высокого качества; плоскостей, для обеспечения
контроля которых необходима притираемость (контроль
интерференционным способом); направляющих линеек; пазов высокой точности |
|
Ra0,1 |
Рабочие шейки валов прецизионных
быстроходных станков и механизмов. Шейки
валов в пригоняемых
соединениях с допуском
зазора - натяга 2,5-6 мкм. Поверхности отверстий пригоняемых и
регулируемых соединений с допуском зазора - натяга до 2,5 мкм |
|
Ra0,08 |
Поверхности: качения высокой точности,
например: рабочие поверхности подшипников, фрикционных механизмов и др.;
полированных деталей без гальванических покрытий с
целью повышения отражения тепловых лучей |
|
Ra0,04 |
Поверхности: качения высшей точности,
например, рабочие поверхности особо ответственных
подшипников |
|
Ra0,025 |
Зеркальные валики координатно-расточных станков
и др. |
Значения параметров шероховатости в обозначении
записывают по следующим правилам:
- значение
параметра Ra
указывают без символа (например, 1,25),
а остальных параметров - после соответствующего символа (например, Rz40);
- при указании более
одного параметра шероховатости их значения записывают сверху вниз
(см. рис. 13.15) в следующем порядке:
- параметр
высоты неровностей профиля,
- параметр шага
неровностей профиля,
- относительная
опорная длина профиля;
- при указании Ra
или Rz
базовую длину в обозначении не приводят, если определение параметра производится
по нормам ГОСТ 2789-73;
- вид обработки указывают только в том случае, если он
является единственно возможным для
получения требуемого качества поверхности;
- при
необходимости указываются направления
неровностей (по ГОСТ 2.309-73).
Размер h знаков
шероховатости (см. рис. 13.16) выполняется примерно равным высоте размерных
чисел на том же чертеже, а размер H
примерно равен (1,5-3)h; толщина линий знаков примерно должна быть равна 0,5S (где S – толщина
основных линий чертежа).
13.1.6.2. Выбор и указание на чертеже шероховатости
поверхности
Выбор параметров шероховатости следует проводить с учетом назначения и эксплуатационных свойств
поверхности детали. Необходимо учитывать и рациональность метода обработки.
Шероховатость поверхностей связана с точностью
изготовления изделия (детали). Чем выше точность обработки какого-либо размера
детали (меньше номер квалитета - уже поле допуска), тем меньшую шероховатость
должны иметь поверхности, ограничивающие этот размер.
Подшипники качения работают в сложных условиях,
обусловленных большими нагрузками, высокими частотами вращения колец,
относительно малой поверхностью контакта с посадочной поверхностью. Поэтому к
качеству поверхностей под посадку подшипников предъявляются более высокие
требования по сравнению с другими поверхностями. Посадочные поверхности под
подшипники и торцовые поверхности заплечиков высококачественно обрабатывают
(алмазное точение, тонкая шлифовка) во избежание смятия и среза местных выступов
в процессе запрессовки и эксплуатации подшипников.
Шпоночные пазы на валах обычно выполняются методом
фрезерования. Получить высокое качество рабочих поверхностей пазов при таком
способе изготовления весьма затруднительно, поэтому требования к шероховатости
поверхностей пазов несколько ниже по сравнению с другими поверхностями деталей.
Из всех параметров шероховатости, установленных ГОСТ
2789-73, наибольшее применение в общем машиностроении имеет среднее
арифметическое отклонение Ra в
мкм. Наибольшие допускаемые значения этого параметра
рекомендуется устанавливать из следующих
условий:
при допуске формы 60% от допуска размера Тр: Ra < 0,05Тр;
при допуске формы 40% от допуска размера Тр: Ra < 0,025Тр.
При необходимости нормировать параметр Rz для условий, соответствующих вышеприведенным допускам
формы, соответственно:
Rz <
0,2Тр; Rz < 0,1Тр.
Соотношения при допуске формы 60% соответствуют
нормальной (Н) относительной геометрической точности, при 40% - повышенной (П).
Числовые значения параметров шероховатости Ra
можно принимать по следующей рекомендации:
- для посадочных
поверхностей отверстий и валов по табл. 13.30;
- для других основных поверхностей деталей по табл.
13.31.
Ориентировочно шероховатость поверхности можно назначать, используя данные таблицы 13.29.
Таблица 13.30. Параметры шероховатости Ra,
мкм
|
Интервал размеров, мм |
Отверстие |
Вал |
|||||
|
Квалитет |
|||||||
|
Свыше |
до |
6,7 |
8 |
9 |
6,7 |
8 |
9 |
|
18 |
50 |
0,8 |
1,6 |
3,2 |
0,8 |
0,8 |
1,6 |
|
50 |
120 |
1,6 |
1,6 |
3,2 |
0,8 |
1,6 |
1,6 |
Таблица 13.31. Параметры шероховатости Ra, мкм
|
Виды
поверхностей |
Rа , мкм |
|
Торцы буртиков валов для
базирования: подшипников качения класса
точности 0 зубчатых колёс при отношении l / d < 0,8 зубчатых колёс при
отношении l / d |
2,5 1,6 3,2 |
|
Поверхности валов под
резиновые манжеты |
0,32 |
|
Поверхности
шпоночных пазов на валах: рабочие нерабочие |
3,2 6,3 |
|
Поверхности
шпоночных пазов в отверстиях: рабочие нерабочие |
1,6 3,2 |
|
Поверхности шлицев на валах
соединения: боковая поверхность зуба
неподвижного |
1,6 0,8 |
|
Поверхности шлицев в
отверстиях колёс: боковая поверхность
неподвижного соединения боковая поверхность
подвижного соединения цилиндрические поверхности
центрирующие: неподвижного соединения подвижного соединения цилиндрические поверхности нецентрирующие |
1.6 0,8 0,8 0,4 3,2 |
|
Торцы ступиц зубчатых
колёс, центрирующихся по торцам заплечиков валов при l / d < 0,7 то же при l / d |
1,6 3,2 |
|
Торцы
ступиц зубчатых колёс, по которым базируют подшипники
качения класса 0 |
1.6 |
|
Нерабочие
поверхности торцов ступиц зубчатых колес |
6,3 |
|
Профили
зубьев зубчатых колёс степени точности: 6 7 8 9 |
0,4 0,8 1,6 3,2 |
|
Поверхности
выступов (вершин) зубьев зубчатых колёс |
6,3 |
|
Фаски
и выточки на колёсах |
6,3 |
|
Рабочая
поверхность шкивов ремённой передачи |
3.2 |
|
Рабочие
поверхности (боковые) зубьев звёздочек цепных передач |
3,2 |
|
Отверстия
под болты, винты |
12,5
|
|
Опорные
поверхности под головки болтов, винтов, гаек |
6,3 |
|
Примечание: Шероховатость поверхностей, не указанных в данной
таблице, можно
определить по формуле Ra≈0,05t, где t − допуск размера поверхности. |
|
Согласно ГОСТ 2.309-73 обозначения шероховатости
поверхности на изображении изделия следует располагать на линиях контура, выносных линиях или на полках линий-выносок.
При обозначении на чертежах шероховатости поверхностей
принимают во внимание следующее.
Если вид обработки поверхности конструктором не
устанавливается, применяют знак ![]() .
Это обозначение является предпочтительным.
.
Это обозначение является предпочтительным.
Если требуется, чтобы поверхность была образована обязательно путём
удаления слоя материала, например, точением, шлифованием и прочее, применяют
знак ![]() .
.
Если поверхность образована без удаления слоя
материала (ковкой, штамповкой, накатыванием роликами и пр.), применяют знак ![]() .
Такой же знак применяют для обозначения шероховатости поверхностей, не обрабатываемых
по данному чертежу.
.
Такой же знак применяют для обозначения шероховатости поверхностей, не обрабатываемых
по данному чертежу.
При указании одинаковой шероховатости для всех
поверхностей изделия обозначение шероховатости помещают лишь в правом
верхнем углу чертежа (см. рис. 13.20). Размеры и толщина линий знака при этом
должны быть в 1,5 раза больше, чем в обозначениях, наносимых на изображение
детали. Одинаковую шероховатость для части поверхности детали указывают, как на
рис. 13.21 и на рис. 13.22, где условное обозначение (![]() ) показывает, что все поверхности, на которых на изображении
не нанесены обозначения шероховатости, должны иметь шероховатость, указанную
перед обозначением (
) показывает, что все поверхности, на которых на изображении
не нанесены обозначения шероховатости, должны иметь шероховатость, указанную
перед обозначением (![]() ).
).
Рис.13.20 Рис.13.21 Рис.13.22 Рис.13.23
Шероховатость поверхности, не обрабатываемой по
данному чертежу,
следует указывать так, как показано на рис.
13.22 и 13.23. На рис. 13.22 показан случай, когда остальные поверхности
сохраняются в состоянии поставки, а на рис. 13.23 - когда аналогичные
поверхности получены без снятия материала (например, литьем).
При одинаковой шероховатости поверхностей, образующих
контур, ее обозначают только один раз (рис. 13.24). Если шероховатость двух
поверхностей, имеющих одинаковый размер, различна, то ее следует обозначать
так, как показано на рис. 13.25.
Обозначение шероховатости рабочих поверхностей зубьев
зубчатых колес, шлицев и т.п. при отсутствии на чертеже их профиля условно
наносят на линии делительной окружности.
Рис.13.24 Рис.13.25
13.1.7. Расположение на чертеже детали размеров, обозначений
баз, допусков формы, шероховатости
Для удобства чтения чертежа все сведения, необходимые для изготовления детали, должны быть нанесены
на поле чертежа в определенной системе.
На чертежах деталей - тел вращения (колес, валов, червяков, стаканов и т.п.)
следует располагать:
- осевые линейные размеры - под изображением детали в нескольких
уровнях;
- условные обозначения баз - под
изображением детали;
- условные обозначения допусков формы и
расположения поверхностей - над изображением детали на одном - двух
уровнях;
- условные обозначения параметров
шероховатости - на верхних частях изображения детали, а на торцовых
поверхностях - под изображением
детали, причем условные обозначения шероховатости располагают в
непосредственной близости от размерной линии;
- полки линий-выносок, указывающих поверхности
для термообработки и покрытий - над изображением детали.
13.1.8. Выбор значений твердости
В чертежах деталей указывают тот метод испытания,
который позволяет проводить контроль твердости без применения переводных
таблиц.
Если невозможно проверить твердость на
детали, ввиду ее сложной конфигурации или когда на ней не допускается наличие
отпечатка (например, тарельчатые пружины), то контроль твердости проводят на образцах,
термически обработанных вместе с деталями.
Твердость назначают по одной из следующих шкал:
НВ - для
нормирования твердости всех материалов, ГОСТ 9012-59;
HV - для
нормирования твердости тонких
образцов толщиной (0,3-0,5) мм,
для поверхностных слоев толщиной (0,03-0,05) мм, ГОСТ 2999-75;
HRC -
для нормирования твердости твердых материалов (термообрабатываемой
стали, в том числе и закаленной), ГОСТ 9013-59;
HRA -
для нормирования твердости очень твердых материалов (твердых сплавов), ГОСТ 9013-59;
HRB -
для нормирования твердости мягких материалов (незакаленная сталь), ГОСТ
9013-59.
13.1.9.
Правила нанесения на чертежах показателей свойств материалов
На чертежах изделий, подвергаемых термической и другим
видам обработки, согласно ГОСТ 2.310-68, следует наносить полученные в
результате обработки показатели свойств
материала, например: твердость (HRCЭ, HRB, HRA, НВ, HV), предел прочности (𝜎в), предел
упругости (𝜎у), ударную вязкость (KCU, KCV, КСТ) и т.п.
Глубину обработки обозначают буквой h.
Глубину обработки и число твердости материалов
указывают на чертеже предельными значениями «от ... до ...», например: h0,7-0,9 HRCЭ; 40-46 HRCЭ.
В технически обоснованных случаях допускается
указывать номинальные значения h и HRCЭ
с предельными отклонениями, например: h0,8±0,1; 43±3HRCЭ.
Допускается указывать значения свойств материалов со
знаком «>» или «<», например: σв>130
МПа; НВ<200 и т.п.
В таблице 13.32. приведены правила указания на
чертежах свойств материалов.
Таблица 13.32. Правила нанесения на чертежах
показателей свойств материалов (ГОСТ 2.310-68)
|
Правило |
Образец записи |
|
Если
все изделие подвергают одному виду обработки, то в технических требованиях
делают соответствующую запись |
«40-45 HRCэ» или «Цементировать h 0,7-0,9
мм; 58-62 HRCэ» или «Отжечь» и т.п. |
|
Если
большую часть поверхностей изделия подвергают одному виду обработки, а
остальные поверхности - другому виду обработки или
предохраняют от нее, то в технических требованиях делают соответствующие
записи |
1. 40-45 HRCЭ,
кроме поверхности А. 2. 30-35 HRCЭ, кроме места, обозначенного особо |
|
Допускается
на чертежах указывать виды обработки, результаты которых не подвергаются
контролю, например, отжиг, а также виды обработки, если
они являются единственными, гарантирующими требуемые свойства материала и
долговечность изделия. В этих случаях наименование обработки
указывают словами или условными сокращениями, принятыми в научно-технической
литературе |
|
|
Если
обработке подвергают отдельные участки изделия, то показатели свойств
материала и, при необходимости, способ получения этих свойств указывают на полках линий-выносок, а участки
изделия, которые должны быть обработаны, отмечают штрихпунктирной утолщенной
линией, проводимой на расстоянии (0,8-1,0) мм от них, с указанием размеров,
определяющих поверхности |
|
|
При
одинаковой обработке симметричных участков или поверхностей изделия отмечают
штрихпунктирной утолщенной линией все поверхности,
подвергаемые обработке, а показатели свойств материала указывают один раз |
|
|
При обработке поверхностей или участков изделия,
определяемых термином или техническим понятием (например, рабочая часть или хвостовик режущего инструмента, поверхности
зубьев колеса или поверхности, обозначенные буквами и т.п.), допускается (если это не
приведет к неоднозначному пониманию чертежа) не отмечать их штрихпунктирной
утолщенной линией, и в технических требованиях делать
запись |
«Хвостовик h 0,8-1 мм; 47-50 HRB». «Поверхность А - 45-50 HRCЭ» |
|
Примечания: 1.
Если надписи с указанием свойств материала и размеры, определяющие
поверхности, подвергаемые обработке, затрудняют чтение чертежа, то
допускается приводить их
на дополнительном упрощенном изображении, выполненном в уменьшенном масштабе. 2.
При наличии на изделии участков поверхностей с различными требованиями к
свойствам материала эти требования указывают отдельно для каждого участка. 3.
Штрихпунктирную линию проводят на расстоянии (0,8-1,0) мм от линий контура
изображения, длина штриха (3-8) мм, расстояние между штрихами (3-4) мм |
|
13.1.10.
Допуски, посадки и шероховатость поверхностей
типовых деталей
13.1.10.1.
Подшипники качения
Подшипники качения обладают полной
взаимозаменяемостью. Присоединительными размерами подшипника качения являются
наружный диаметр D, внутренний
диаметр d и ширина кольца B. Допуски на изготовление посадочных
поверхностей подшипника не совпадают с допусками по квалитетам, установленными
для гладких и цилиндрических поверхностей. Для подшипников качения стандартом
(ГОСТ 520-71) предусмотрены 5 классов точности (Р0,
Р6, Р5, Р4, Р2). Класс точности указывается перед номером подшипника, при этом
буква «Р» может опускаться (Р4-205 или 4-205), а нулевой класс (подшипники
общего назначения) может не ставиться.
На рис. 13.26 представлены схемы расположения полей
допусков посадочных диаметров колец подшипника и поля допусков сопрягаемых с
ними поверхностей для подшипника класса точности Р0 в
соответствие с данными табл. П1.8.
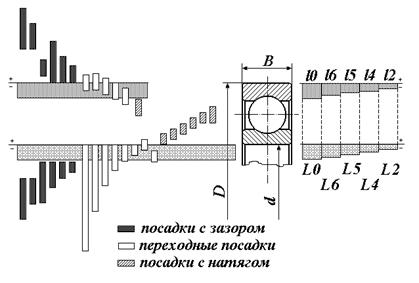
Рис.13.26. Схема расположения полей допусков для
посадочных
диаметров подшипника и сопрягаемых с ними поверхностей
(вал и корпус)
|
Класс
подшипника |
Поля допусков посадочных поверхностей |
|||||
|
отверстий корпусов для посадок |
валов для посадок |
|||||
|
с зазором |
переходных |
с натягом |
с зазором |
переходных |
с натягом |
|
|
0 и 6 |
(E9), E8, G7, (H9), H8, H7 |
Js7, (J7), K7, M7, N7 |
P7 |
(e9), e8, f8, f9, f7, f6 |
h11, (h10), h9, h8, h7, h6,
js6, (j6), g6 |
r7, r6, p6, n6, m6, k6 |
|
5 и 4 |
G6, H6 |
Js6, (J6), K6, M6 |
P6, N6 |
g5 |
js5, (j5), h5 |
p5, n5, m5, k5 |
Стандартом установлены следующие обозначения полей
допусков по классам точности подшипников: для внутренних колец (отверстия) L0, L6, L5, L4, L2; для наружных колец
(валы) l0, l6, l5, l4, l2 (рис.
13.26). При этом допуски на отверстия
внутренних колец перевернуты относительно нулевой линии, то есть поле допуска
расположено не в тело кольца, как это принято для рядовых деталей, а из тела.
В следствие перевернутости поля допуска L все посадки внутреннего кольца
сдвигаются в сторону больших натягов - переходные посадки n, m и k становятся посадками с натягом, причем
величина натяга в таких посадках несколько меньше по сравнению с нормальными
посадками с натягом (от p до zc), а посадки с
зазором h переходят в группу переходных
посадок (рис. 13.26).
Режим работы подшипника определяется по отношению
динамической эквивалентной нагрузки P
к динамической грузоподъемности C:
нормальный режим - 0,07< P/C £ 0,15; легкий режим - P/C £ 0,07; тяжелый режим - P/C > 0,15.
При проектировании подшипниковых узлов
следует назначать посадки подшипников качения на вал и в корпус, которые зависят
от следующих факторов:
- режима работы подшипника и вида нагружения
колец;
- величины, направления и характера нагрузок;
- типа и размера подшипника;
- условий эксплуатации.
Посадки колец
подшипников
Различают три основных вида нагружения
колец:
- местное (кольцо не вращается
относительно нагрузки);
- циркуляционное (кольцо вращается
относительно нагрузки);
- колебательное (кольцо
совершает относительно нагрузки возвратно-поступательное движение в пределах
угла менее 360 градусов.
Для циркуляционно нагруженных колец, через которые передается внешняя нагрузка, следует назначать
посадки с натягом.
Местно нагруженные кольца устанавливают с небольшим зазором. Такой вид
сопряжения позволяет кольцу под действием толчков и вибраций периодически поворачиваться вокруг
оси подшипника, вследствие чего в работе принимает участие не ограниченный
участок кольца, а вся дорожка качения.
При нагружении внутреннего
кольца подшипника циркуляционной нагрузкой без ударов поле допуска вала
назначают по k6 для шариковых подшипников и по m6 для роликовых подшипников.
При нагружении
наружного кольца подшипника местной нагрузкой поле допуска отверстия корпуса
назначают по Н7, что обеспечивает
возможность перемещения кольца как в осевом, так и в окружном направлениях (под
действием сил трения). Это позволяет в целом повысить долговечность подшипника.
Посадки подшипников на валы выполняют по
системе отверстия с перевернутым полем допуска у кольца (то есть поле
допуска кольца расположено «в минус» от нулевой линии, а не «в плюс», как у
обычного основного отверстия).
Посадка подшипника в корпус выполняется по
системе вала.
Структура
условных обозначений посадок
подшипника на сборочном чертеже:
1234,
где 1 -
условное обозначение диаметра (∅);
2 - номинальный диаметр сопряжения в мм;
3 - буквенное обозначение поля допуска для сопряженной
с подшипником детали;
4 - номер квалитета допуска на деталь, сопряженную с
подшипником.
Например,
посадки внутреннего кольца подшипника на вал - ∅25k5, ∅45m6;
внешнего кольца в корпус ∅62Н7, ∅72М6.
При назначении посадок подшипников качения необходимо исходить из следующего:
- чем больше нагрузка и чем сильнее толчки, тем
посадки должны быть более плотными;
- чем выше частота вращения, тем посадки должны быть
более свободными;
- посадки роликоподшипников следует выбирать более
плотными, чем посадки шарикоподшипников;
- посадки радиально-упорных подшипников можно
назначать более плотными, чем посадки радиальных, так как у радиальных
подшипников посадочные натяги могут
существенно изменить зазоры в подшипнике, а в радиально-упорных подшипниках
зазоры устанавливаются при сборке;
- чем больше размер подшипника, тем более плотной
должна быть его посадка;
- в корпусах из мягких сплавов подшипники следует устанавливать в термически обработанных стальных стаканах.
- валы следует термически обрабатывать до твердости более 35-40HRCЭ.
Посадки крышек
подшипников
По конструкции различают крышки привёртные,
крепящиеся к корпусным деталям винтами, и закладные, которые возможно применять
в редукторах, имеющих плоскость разъёма корпуса по осям валов. В отличие от так
называемых глухих крышек имеются крышки, снабжённые центральным отверстием для
выходного конца вала.
Глухие привёртные крышки
устанавливают в корпус по посадке H7/d11, обеспечивающей гарантированный
зазор в соединении, что не приводит однако к вытеканию смазки из подшипникового
гнезда из-за создания герметичного стыка деталей по фланцу крышки в результате
затяжки винтов крепления крышки к корпусу.
Сквозную привёртную крышку
помещают в корпус с обеспечением посадки H7/h8, что гарантирует нормальную работу
манжетного уплотнения.
Закладные крышки подшипников (как глухие, так и с
центральным отверстием для выходного конца вала или с резьбовым отверстием под
нажимной регулировочный винт) удерживаются в корпусе кольцевым выступом шириной
S, для которого в корпусных деталях протачивают
канавку. Посадку деталей по кольцевому выступу назначают как H11/h11,
а по наружному диаметру крышки − H7/h8, что гарантирует очень малый зазор,
препятствующий вытеканию масла из полости подшипникового гнезда.
Посадки стаканов
подшипников
Одной из особенностей конструкции конической зубчатой
передачи является консольное расположение конической шестерни. Концентрацию
нагрузки при этом стремятся уменьшить повышением жёсткости узла опорных
подшипников. Повышенные требования к жёсткости диктуются и необходимостью
высокой точности осевого расположения конических зубчатых колёс, что
обеспечивается регулировкой зацепления в процессе сборки передачи.
В конструкциях узлов конических шестерён применяют радиально-упорные
подшипники, главным образом конические роликоподшипники, устанавливаемые в
стакане по схеме "врастяжку" или "враспор".
Для удобства регулирования осевого положение
конической шестерни подшипники опор заключены в стакан, что обеспечивает
независимую регулировку зазора в подшипниках. В этом случае применяют посадку
стакана в корпус − H7/js6.
Рекомендуемые
посадки для различных условий работы подшипника и разных видов нагружения колец представлены в табл. 13.34-13.36.
|
Режим работы |
Рекомендуемые посадки |
Примеры применения |
|
|
Внутреннее кольцо на оси |
|||
|
Легкий |
L0/g6; L6/g6 |
Ролики конвейеров |
|
|
Нормальный или
тяжелый |
L0/f7;
L0/g6; L0/h6; L6/f7; L6/g6; L6/h6 |
Колеса автомобилей,
тракторов и самолетов |
|
|
L0/h6; L6/h6 |
Ролики конвейеров, блоки
грузоподъемных машин |
||
|
Наружное кольцо в корпусе |
|||
|
Легкий |
Js7/l0; H7/l0; Js7/l6;
H7/l6 Js6/l5; H6/l5; Js6/l4; H6/l4; Js5/l2;H5/l2 |
Быстроходные электродвигатели,
бытовая техника |
|
|
Нормальный |
M7/l0;
K7/l0; Js7/l0; M7/l6; K7/l6; Js7/l6 |
Коробки передач, задние
мосты автомобилей, узлы на конических роликовых подшипниках |
|
|
Js7/l0;
Js7/l6; Js6/l5; Js6/l4 |
Электродвигатели, шпиндели станков,
узлы с радиально-упорными подшипниками |
||
|
K6/l5;
Js6/l5; K6/l4; Js6/l4; K5/l2; Js5/l2; |
Коленвалы двигателей, шпиндели шлифовальных станков |
||
|
H8/l0; H8/l6 |
Узлы с упорными
подшипниками без радиальной нагрузки |
||
|
Тяжелый |
H7/l0; J7/l0; H7/l6; J7/l6 |
Узлы общего машиностроения, редукторы,
тяговые электродвигатели, сельхозмашины |
|
|
H9/l0;
H8/l0; H9/l6; H8/l6; H6/l5; H6/l4 |
Узлы с упорными подшипниками без
радиальной нагрузки |
на шариках |
|
|
G7/l0; G7/l6; G6/l5; G6/l4 |
на роликах |
||
|
Диаметры отверстий |
Рекомендуемые посадки |
Примеры применения |
|
|
шариковых |
роликовых |
||
|
Легкий или нормальный режим работы |
|||
|
до 50 |
L5/js5;
L5/h5; L4/js5; L4/h5; L2/js4; L2/h4; L2/js3;
L2/h3; |
Гидромоторы, малогабаритные электромашины, электрошпиндели,
турбохолодильники |
|
|
до 40 |
L0/k6;
L0/js6; L6/k6; L6/js6; L5/js5; L4/js5;
L2/js4; |
Сельхозмашины, турбокомпрессоры,
газотурбинные двигатели, электромоторы, редукторы, коробки передач колесных и гусеничных
машин, центрифуги, вентиляторы |
|
|
до 100 |
L0/k6; L0/js6; L6/k6; L6/js6;
L5/k5; L4/k5; L2/k4; |
||
|
до 250 |
L0/m6;
L6/m6 |
||
|
Нормальный или тяжелый режим работы |
|||
|
до 100 |
до 40 |
L0/k6; L0/js6; L6/k6; L6/js6;
L5/k5; L4/k5; L2/k4 |
Электродвигатели (до 100 кВт), турбины,
кривошипно-ползунные механизмы, шпиндели станков, крупные редукторы |
|
свыше 100 |
до 100 |
L0/m6;
L6/m6; L5/m5; L4/m5; L2/m4 |
|
|
-- |
до 250 |
L0/p6; L0/n6; L6/p6; L6/n6; L5/n5; L4/n5;
L2/n4 |
|
|
Тяжелая и ударная нагрузка |
|||
|
-- |
Св. 50 |
L0/n6;
L0/m6; L6/n6; L6/m6 |
Буксы тепловозов, трамваев и
электровозов, коленвалы двигателей, крупные электродвигатели, экскаваторы,
дорожные машины |
|
-- |
Св. 140 |
L0/p6;
L6/p6 |
|
|
-- |
Св. 200 |
L0/r7;
L0/r6; L6/r7; L6/r6 |
|
|
Режим |
Рекомендуемые |
Примеры применения |
|
Нормальный |
N7/l0;
N7/l6; |
Передние колеса автомашин и тягачей,
ролики конвейеров, коленчатые валы, колеса мостовых кранов |
|
Js7/l0; K7/l0; |
Ролики ленточных конвейеров, барабаны
комбайнов |
|
|
Тяжелый |
P7/l0;
P7/l6; P6/l5 |
Колеса автомобилей, тракторов, башенных
кранов, ведущие колеса гусеничных машин и т.п. |
|
K7/l0;
K7/l6 |
Узлы со сферическими роликовыми
подшипниками |
|
|
Примечание. Для отверстий в разъемных корпусах рекомендуется
выбирать поля допусков H7, H6, G7, G6. |
||
|
Номинальные диаметры посадочных мест валов и
отверстий корпусов (стаканов) под подшипники, мм |
Классы точности
подшипников
|
|||||||
|
0 |
6 |
5 |
4 |
0 |
6 |
5 |
4 |
|
Валы
|
Отверстия корпусов |
|||||||
|
до 50 |
20 |
10 |
7 |
4 |
40 |
20 |
13 |
8 |
|
св. 50 до 80 |
25 |
12 |
8 |
6 |
40 |
20 |
13 |
8 |
|
св. 80 до 120 |
25 |
12 |
8 |
6 |
45 |
22 |
15 |
9 |
|
св. 120 до 150 |
30 |
15 |
10 |
8 |
50 |
25 |
18 |
10 |
|
св. 150 до 180 |
30 |
15 |
10 |
8 |
60 |
30 |
20 |
12 |
|
св. 180 до 250 |
30 |
15 |
10 |
8 |
70 |
35 |
22 |
15 |
|
св. 250 до 315 |
35 |
17 |
12 |
9 |
80 |
40 |
25 |
17 |
|
св. 315 до 400 |
40 |
20 |
13 |
10 |
90 |
45 |
30 |
20 |
|
св. 400 до 500 |
40 |
25 |
15 |
12 |
100 |
50 |
35 |
25 |
|
Класс точности подшипников |
Допуск круглости, мкм |
Допуск цилиндричности, мкм |
|
0; 6 |
Половина допуска на диаметр в любом сечении
посадочной поверхности |
Половина допуска на диаметр посадочной поверхности на
длине этой поверхности |
|
5; 4 |
Четверть допуска на диаметр в любом сечении
посадочной поверхности |
Четверть допуска на диаметр в любом сечении
посадочной поверхности на длине этой поверхности |
|
Посадочные поверхности |
Классы точности подшипников |
|||
|
0; 6 |
5; 4 |
0; 6 |
5; 4 |
|
Параметры
шероховатости при диаметре
|
||||
|
до 80 мм |
80-500 мм |
|||
|
Валов |
1,25 |
0,63 |
2,5 |
1,25 |
|
Отверстий корпусов (стаканов) |
1,25 |
0,63 |
2,5 |
1,25 |
|
Торцов заплечиков валов и корпусов (стаканов) |
2,5 |
1,25 |
2,5 |
1,25 |
Посадочные поверхности под установку подшипников
должны иметь качественную обработку поверхности во избежание смятия и среза
местных выступов (шероховатостей) при запрессовке и эксплуатации подшипников.
При установке подшипников весьма желательно применение тепловой сборки (нагрев
подшипника в масляной ванне с одновременным охлаждением вала твердой
углекислотой или жидким азотом). Применяемая обычно в ремонтном производстве
силовая сборка резко снижает срок жизни подшипника из-за взаимного перекоса
колец после сборки. Перед установкой подшипников посадочные поверхности
необходимо смазать жидкой или консистентной смазкой.
13.1.10.2.
Шпоночные соединения
Шпоночное
соединение - соединение вала с
деталью, передающей вращающий момент (шкивом, шестерней, звездочкой и т.п.),
посредством закладной детали - шпонки, помещаемой в совмещенные пазы соединяемых деталей. Призматические,
сегментные, клиновые и тангенциальные с прямоугольным поперечным сечением
шпонки стандартизованы.
Шпоночные соединения подразделяют на
ненапряженные (с призматическими и сегментными шпонками) и напряженные (с
клиновыми и тангенциальными шпонками). Ненапряженные соединения передают только
вращающий момент, напряженные кроме момента могут передавать и осевую нагрузку.
За номинальный размер шпоночного соединения принимают
размер b, равный ширине шпонки, пазов
под шпонку на валу и во втулке. Предусмотрены три вида соединений (рис. 13.27,
табл.13.40): I - свободное для получения посадок с гарантированным зазором,
обеспечивающим нормальную работу соединения с направляющими и скользящими
шпонками, а также облегчение сборки соединения с высокой твердостью поверхностей;
II - нормальное для
получения соединений в условиях серийного и массового производства; III - плотное для получения неподвижных соединений с напрессовкой деталей в условиях мелкосерийного и штучного
производства, а также для повышения надежности соединения при реверсивных
нагрузках.
Рис.13.27. Расположение полей допусков трех видов соединения
с призматической шпонкой: 1 - вал; 2 - шпонка; 3 - ступица.
Таблица 13.40. Поля допусков и предельные
размеры (мм) шпонки и пазов на валу и во втулке
|
Диаметр |
Высота шпонки h
(t) |
Поле допуска шпонки по размерам |
Поле допуска паза по размеру b |
Предельные отклонения |
|||||||||||
|
на валу |
во втулке |
||||||||||||||
|
от |
до |
от |
до |
ширина b |
высота h(t) |
длина l |
I |
II |
III |
I |
II |
III |
глубины паза |
угла наклона |
|
|
вала t1 |
втулки t2 |
||||||||||||||
|
Соединение с призматической или клиновой шпонкой |
|||||||||||||||
|
6 |
22 |
2 |
6 |
h9 |
h9 |
h14 |
H9 |
N9 |
P9 |
D10 |
Js9 |
P9 |
+0,1 |
|
|
|
22 |
58 |
6 |
10 |
h11 |
+0,2 |
||||||||||
|
58 |
130 |
10 |
18 |
||||||||||||
|
130 |
500 |
18 |
50 |
+0,3 |
|||||||||||
|
Соединение с сегментной шпонкой |
|||||||||||||||
|
3 |
8 |
1,4 |
3,7 |
h9 |
h11 |
h12 |
-- |
N9 |
P9 |
-- |
Js9 |
P9 |
+0,1 |
+0,1 |
-- |
|
8 |
20 |
3,7 |
7,5 |
+0,2 |
|||||||||||
|
20 |
28 |
7,5 |
10 |
+0,3 |
|||||||||||
|
28 |
38 |
10 |
13 |
+0,2 |
|||||||||||
|
Соединение с тангенциальными шпонками |
|||||||||||||||
|
60 |
150 |
7 |
11 |
-- |
h11 |
-- |
-- |
-- |
+0,2 |
0 |
|
||||
|
160 |
630 |
12 |
42 |
+0,3 |
0 |
||||||||||
|
670 |
1000 |
46 |
66 |
+0,4 |
0 |
||||||||||
Выбор посадок
"шпонка - паз вала" и "шпонка - паз втулки" производят
в зависимости от желаемого вида соединения, который, в свою очередь, выбирают в зависимости от
назначения посадки (для скользящих шпонок, для неподвижного соединения, для
направляющих шпонок и т.п.) и серийности изготовления.
В большинстве случаев соединение шпонки с валом более
плотное, чем со втулками. Это предотвращает выпадение шпонки из паза вала при
монтаже и исключает ее передвижение при эксплуатации. Зазор же в соединении
"шпонка - паз втулки" необходим для компенсации неточностей размеров,
формы и взаимного расположения пазов.
В таблице 13.41 приведены поля допусков для элементов
шпоночных соединений.
Таблица 13.41. Поля допусков элементов шпоночных
соединений
|
Поля допусков размеров шпонки |
|||||
|
Размер шпонки |
Обозначение размера |
Отклонение размера шпонки |
|||
|
призматической |
сегментной |
||||
|
Ширина |
b |
h9 |
h9 |
||
|
Высота |
h |
h11 |
|
||
|
Длина |
L |
h14 |
|
||
|
ПОЛЯ ДОПУСКОВ ШПОНОЧНЫХ ПАЗОВ |
|||||
|
Вид соединения |
Поля допусков размера паза |
Область применения |
|||
|
На валу |
Во втулке |
||||
|
Соединения с призматическими шпонками |
|||||
|
Свободное |
H9 |
D10 |
Для направляющих шпонок с длиной шпонки L>2d |
||
|
N9 |
D10 |
Для направляющих шпонок с длиной шпонки L<2d |
|||
|
D10 |
H9 |
Для скользящих шпонок с длиной шпонки L>2d |
|||
|
D10 |
N9 |
Для скользящих шпонок с длиной шпонки L<2d |
|||
|
Нормальное |
N9 |
D10 |
Для неподвижного соединения при спокойном нагружении
с длиной шпонки L>2d |
||
|
N9 |
JS9 |
Для неподвижного соединения при спокойном нагружении
с длиной шпонки L<2d |
|||
|
Плотное |
P9 |
JS9 |
Для неподвижного соединения при ударном нагружении
с длиной шпонки L>2d |
||
|
P9 |
P9 |
Для неподвижного соединения при ударном нагружении
с длиной шпонки L<2d |
|||
|
Соединения с сегментными шпонками |
|||||
|
Нормальное |
N9 |
JS9 |
Для серийного и массового производства |
||
|
Плотное |
P9 |
JS9 |
Для единичного и серийного производства |
||
Отклонения глубины паза на валу и во втулке выбирают в
соответствии с таблицей 13.42. Предельные отклонения длины паза должны
соответствовать Н15.
Таблица 13.42. Предельные отклонения глубины
шпоночных пазов на валу и во втулке, мм
|
Высота шпонки h, мм |
d-t1 |
d-t2 |
Параметры |
|
|
св. 2 до 6 |
-0,1 |
+0,1 |
d |
диаметр вала, мм |
|
св. 6 до 18 |
-0,2 |
+0,2 |
t1 |
глубина шпоночного паза
вала, мм |
|
св. 18 до 50 |
-0,3 |
+0,3 |
t2 |
глубина шпоночного паза
втулки, мм |
В таблице 13.43 приведены допуски расположения
шпоночных пазов.
|
Вид смещения |
Допуск |
|
Перекос (по длине паза) Несимметричность: при одной
шпонке при двух шпонках |
0,5 от допуска на ширину шпоночного паза 2,0 от допуска на ширину шпоночного паза 0,5 от допуска на ширину шпоночного паза |
Длину призматической или клиновой шпонки выбирают из
ряда целых чисел (в мм): 6, 8, 10, 12, 14, 16, 18, 20,
22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160,
180, 200, 220, 250, 280, 320, 360, 400, 450, 500. Длина тангенциальной шпонки
должна быть на 10-15% больше длины ступицы или детали, установленной на валу.
Структура условного обозначения шпоночного соединения
должна иметь следующий вид:
1 2/3,
где 1 - основной посадочный размер b (ширина шпонки),
мм;
2 - поле
допуска шпоночного паза;
3 - поле
допуска шпонки.
Пример. Ширина шпонки b = 12 мм, посадка шпонки в паз
вала N9/h9, посадка шпонки в паз втулки Js9/h9. Допуск на ширину паза на
валу равен 43 мкм, допуск на ширину паза
во втулке равен 42 мкм.
Допуски параллельности и симметричности расположения
шпоночных пазов на валу и во втулке, а также шероховатость поверхностей этих
пазов в соединениях сегментными
шпонками назначают аналогично допускам и шероховатости соединений
призматическими шпонками.
13.1.10.3.
Шлицевые соединения
В процессе проектирования шлицевых соединений необходимо выбрать способ центрирования втулки и вала для обеспечения точности
совпадения их геометрических осей и назначить их посадку.
13.1.10.3.1.
Прямобочные шлицевые соединения
Для сопряжения шлицевой втулки и вала прямобочных соединений следует выбрать один из трех возможных
способов их центрирования:
- по наружному диаметру D (см. рис. 13.28);
- по внутреннему диаметру d (см. рис. 13.29);
- по боковым сторонам шлицов b (см. рис.
13.30).



Рис.13.28 Рис.13.29 Рис.13.30
Центрирование по одному из диаметров (D или d) применяют в
тех случаях, когда необходима повышенная точность совпадения геометрических
осей сопрягаемых деталей.
При твердости материала ступицы (втулки) менее НВ 350 (наиболее частый случай) центрирование осуществляют по
наружному диаметру D. В этом случае
сопрягаемую поверхность в отверстии ступицы обрабатывают протягиванием, а на
валу - круглым шлифованием.
При твердости материала ступицы более
НВ 350 применяют центрирование по
внутреннему диаметру d. В этом случае
центрирующие поверхности ступицы и вала шлифуют, что удорожает изготовление
соединения.
Центрирование
по боковым сторонам шлицов применяют в том случае, когда точность
совпадения геометрических осей не имеет существенного значения, но требуется обеспечить прочность соединения в
процессе эксплуатации (например, карданные валы в автомобилях) или когда по
условиям работы требуются минимальные
зазоры по b (например, при действии знакопеременного момента.
Допуски и посадки прямобочных
шлицевых соединений приведены в таблице 13.44.
Структура условного обозначения шлицевого прямобочного соединения должна иметь следующий вид:
где 1 - обозначение поверхности центрирования; 2 -
числа шлицов соединения; 3, 6, 9 - номинальные размеры d, D и b; 4, 7, 10, 5, 8, 11 - обозначения полей допусков
отверстий и валов по диаметрам d, D и по
боковым сторонам шлицов b.
В обозначении допускается не указывать допуски нецентрирующих диаметров.
Пример
условного обозначения соединения, втулки и вала:
для шлицевого
соединения с числом шлицов z = 8, внутренним диаметром d = 42 мм, наружным диаметром D = 46 мм,
шириной шлица b = 8 мм, с
центрированием по d, с посадками
по d - H7/f7 и по b - D9/h9:
- для
отверстия этого же соединения:
d-8xH7x46x8D9 или d-8x42H7x46H12x8D9
для вала
этого же соединения:
d-8x42f7x46x8h9 или d-8x42f7x46a11x8h9
Таблица 13.44. Допуски шлицевых прямобочных
соединений по ГОСТ 1139-80
|
Поверхность центрирования |
Посадки |
Примечание |
||
|
по d |
по b |
по D |
||
|
Для неподвижных соединений, работающих при больших ударных нагрузках и редкой разборке |
||||
|
b |
- |
F8/jS7 |
- |
- |
|
Для неподвижных соединений, работающих при умеренных нагрузках и частой сборке |
||||
|
d |
H7/g6 |
D9/jS7 D9/k7 F10/jS7 |
- |
При средних скоростях |
|
b |
- |
F8/jS7 |
- |
При малых скоростях |
|
D |
- |
F8/jS7 |
H7/jS6 |
При значительных скоростях |
|
Для подвижных соединений, перемещающихся под
нагрузкой |
||||
|
d |
H7/f7 H7/g6 |
D9/h9 D9/jS7 F10/f9 |
- |
Поверхности термообрабатывать |
|
Для неподвижных соединений, перемещающихся без
нагрузки или при малой нагрузке (предпочтительнее центрирование
по D) |
||||
|
d |
H7/f7 H7/g6 |
D9/h9 F10/f9 |
- |
При малых и средних скоростях (термообработка до невысокой твердости) |
|
D |
- |
F8/f7 F8/f8 |
H7/f7 |
При
значительных скоростях |
13.1.10.3.2.
Эвольвентные шлицевые соединения
Для шлицевых втулки и вала эвольвентного шлицевого соединения
необходимо выбрать один из четырех возможных способов их центрирования:
по боковым сторонам (по s) (см. рис. 13.31);
по наружному диаметру D (см. рис. 13.32);
по внутреннему диаметру d (см. рис. 13.33);
- относительно вспомогательной цилиндрической
поверхности (см. рис. 13.34).



Рис.13.31 Рис.13.32 Рис.13.33
Рис.13.34
Наиболее распространенными являются первые два
способа, причем центрирование по s является наиболее экономичным, а по D - наиболее точным.
Размеры
шлицевых соединений с эвольвентным профилем шлицов стандартизированы ГОСТ 6033-80.
Посадки
шлицевых эвольвентных соединений и возможная область
их применения приведены в таблице
13.45.
Таблица 13.45. Посадки шлицевых эвольвентных
соединений
|
Поверхность центрирования |
Посадки |
Примечания |
||
|
по s |
по D |
по d |
||
|
Для неподвижных соединений, работающих при больших
ударных нагрузках и редкой разборке |
||||
|
s |
7H/9r; 7H/8p; 7H/7n |
H11/h11 |
- |
- |
|
Для неподвижных соединений, работающих при умеренных
нагрузках и частой разборке |
||||
|
s |
7H/8k; 7H/7h; 9H/9q; 9H/9h |
H11/h12 |
- |
При малых скоростях |
|
D |
9H/9h; 9H/9g; 9H/9d |
H7/n6; H7/js6 |
- |
При значительных скоростях |
|
d |
9H/9h; 9H/9g; 9H/9d |
H11/h12 |
H7/n6; H7/h6; H7/g6 |
- |
|
Для подвижных соединений, перемещающихся под
нагрузкой |
||||
|
d |
9H/9h; 9H/9g; 9H/9d |
H11/h12 |
H7/h6; H7/g6 |
Поверхности термообрабатывать |
|
Для подвижных соединений, перемещающихся без
нагрузки |
||||
|
d |
9H/9h; 9H/9g; 9H/9d |
H11/h12 |
H7/h6; H7/g6 |
При малых и средних скоростях термообработка до невысокой
твердости) |
|
D |
9H/9h; 9H/9g; 9H/9d |
H7/h6; H7/g6; H7/f7 |
- |
При значительных скоростях |
Структура
условного обозначения шлицевого эвольвентного
соединения должна иметь следующий
вид:
![]()
где 1 - обозначение центрирования по внутреннему
диаметру;
2 -
номинальный диаметр соединения D;
3, 4, 6, 7
- обозначение полей допусков центрирующих диаметров отверстий и валов (допуски нецентрирующих
диаметров в обозначении не указывать);
5 -
модуль, мм;
8 - номер
стандарта.
Примеры:
а) обозначение соединения D = 40 мм, m = 2 мм
с центрированием по боковым сторонам шлицов, посадка H9/g9:
40x2x9H/9g ГОСТ 6033-80
Обозначение втулки того же соединения: 40x2x9H ГОСТ 6033-80;
Обозначение вала того же соединения: 40x2x9g ГОСТ 6033-80;
б) обозначение соединения D= 40 мм, m = 2 мм
с центрированием по наружному диаметру, посадка H7/g6:
40xH7/g6x2 ГОСТ 6033-80
Обозначение втулки того же соединения: 40xH7x2 ГОСТ 6033-80;
Обозначение вала того же соединения: 40xg6x2 ГОСТ 6033-80;
в) обозначение соединения D = 40 мм, m = 2 мм
с центрированием по внутреннему диаметру, посадка H7/g6:
i40x2xH7/g6 ГОСТ 6033-80
Обозначение втулки того же соединения: i40x2xH7 ГОСТ 6033-80:
Обозначение вала того же соединения: i40x2xg6 ГОСТ 6033-80.
13.1.10.4.
Резьбовые соединения
Условное
обозначение резьбового соединения
должно включать обозначения резьбы и посадок, а также дополнительные данные,
например, радиус обязательного закругления впадины резьбы винта; длину свинчивания,
к которой относится допуск резьбы, и т.п.:
где 1 - тип резьбы: М - метрическая, МК - метрическая
коническая, Тr - трапецеидальная, S - упорная;
2 -
номинальный наружный диаметр;
3 - шаг
однозаходной резьбы или ход многозаходной резьбы;
4 - шаг
многозаходной резьбы;
5 -
направление резьбы;
6, 7 - поле
допуска соответственно среднего и внутреннего диаметров гайки;
8, 9 -
поле допуска соответственно среднего и наружного диаметров болта.
Для правой метрической резьбы крупного шага элементы 3
и 5 обозначения следует опустить.
Левую резьбу
обозначают LH.
Обозначение
полей допуска диаметра должно
состоять из цифры, показывающей степень точности, и буквы, означающей основное
отклонение, например, 6h, 7H.
Обозначение
поля резьбы должно включать
обозначение поля допуска среднего
диаметра и поля допуска диаметра вершин (внутреннего для гаек и наружного для
болтов), например, 5Н6Н. В случае,
когда поле допуска по вершинам резьбы совпадает с полем допуска среднего
диаметра, в обозначении допуска резьбы записывают одно поле, например, 6h.
Допуск резьбы необходимо относить к наибольшей
нормальной длине свинчивания N (таблица
13.46) или ко всей резьбе, если она меньше L. Длина свинчивания должна быть оговорена в
технических требованиях или указана в обозначении резьбы, если она относится к
группе L (большие
длины свинчивания) или к группе S (малые длины
свинчивания), но меньше, чем вся длина резьбы.
|
Шаг резьбы Р, мм |
Номинальный диаметр резьбы d по ГОСТ 8724-81, мм |
Длина свинчивания, мм |
||
|
S (малые) |
N (нормальные) |
L (большие) |
||
|
0,5 |
Св. 2,8 до 5,6 Св. 5,6 до 11,2 Св. 11,2 до 22,4 |
До 1,5 До 1,6 До 1,8 |
Св. 1,5 до 4,5 Св. 1,6 до 4,7 Св. 1,8 до 5,5 |
Св. 4,5 Св. 4,7 Св. 5,5 |
|
0,75 |
Св. 2,8 до 5,6 Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 |
До 2,2 До 2,4 До 2,8 До 3,1 |
Св. 2,2 до 6,7 Св. 2,4 до 7,1 Св. 2,8 до 8,3 Св. 3,1 до 9,5 |
Св. 6,7 Св. 7,1 Св. 8,3 Св. 9,5 |
|
1,0 |
Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
До 3,0 До 3,8 До 4,0 До 4,8 |
Св. 3,0 до 9,0 Св. 3.8 до 11,0 Св. 4,0 до 12,0 Св. 4,8 до 14,0 |
Св. 9,0 Св. 11,0 Св. 12,0 Св. 14,0 |
|
1,25 |
Св. 5,6 до 11,2 Св. 11,2 до 22,4 |
До 4,0 До 4,5 |
Св. 4,0 до 12,0 Св. 4,5 до 13,0 |
Св. 12,0 Св. 13,0 |
|
1,5 |
Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
До 5,0 До 5,6 До 6,3 До 7,5 |
Св. 5,0 до 15,0 Св. 5,6 до 16,0 Св. 6,3 до 19,0 Св. 7,5 до 22,0 |
Св. 15,0 Св. 16,0 Св. 19,0 Св. 22,0 |
|
1,75 |
Св. 11,2 до 22,4 |
До 6,0 |
Св. 6,0 до 18,0 |
Св. 18,0 |
|
2 |
Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
До 8,0 До 8,5 До 9,5 |
Св. 8,0 до 24,0 Св. 8,5 до 25,0 Св. 9,5 до 28,0 |
Св. 24,0 Св. 25,0 Св. 28,0 |
|
2,5 |
Св. 11,2 до 22,4 |
До 10,0 |
Св. 10,0 до 30,0 |
Св. 30,0 |
Поля допусков
винтов и гаек с метрической резьбой
следует выбирать в зависимости от классов точности (таблица 13.47). В таблице
приведены поля допусков для получения посадок резьбовых деталей с зазором, причем
первыми указаны поля допусков на средний диаметр, а вторыми – на диаметр
выступов (на наружный диаметр винта или на внутренний диаметр гайки).
Таблица 13.47. Поля допусков метрической резьбы по
ГОСТ 16093-81
|
Класс точности |
Длина свинчивания |
||||||||||
|
S |
N |
L |
|||||||||
|
Поля допусков болтов |
|||||||||||
|
Точный |
- |
3h4h |
- |
- |
- |
4g |
4h |
- |
- |
5h4h |
|
|
Средний |
5g6g |
5h6h |
6d |
6e |
6f |
6g* |
6h |
7e6e |
7g6g |
7h6h |
|
|
Грубый |
- |
- |
- |
- |
- |
8g |
8h** |
|
|
|
|
|
Поля допусков гаек |
|||||||||||
|
Точный |
- |
4H |
- |
4H5H, 5H |
- |
6H |
|||||
|
Средний |
5G |
5H |
6G |
6H* |
7G |
7H |
|||||
|
Грубый |
- |
- |
7G |
7H |
8G |
8H |
|||||
|
*Предпочтительные поля допусков. **Только для резьб с шагом
более 0,8 мм. Для резьб с мм следует применять поле
допуска 8h6h. |
|||||||||||
Поля допусков
точного класса рекомендуется
применять для ответственных резьб, где допускаются малые
колебания зазоров в посадках; поля
допусков среднего класса – для резьб общего
назначения; поля допусков грубого класса
– при получении резьб на горячекатаных заготовках, в
длинных глухих отверстиях.
Поля допусков
основных отклонений g, G, e, d,
обеспечивающие гарантированные зазоры в соединениях, следует применять для обеспечения
легкой свинчиваемости при наличии небольшого
загрязнения или повреждения резьбы, для компенсации температурных деформаций
элементов резьбы, при нанесении на резьбу защитных покрытий.
Переходные
посадки резьбовых деталей с метрической резьбой нормированы ГОСТ 24834-81.
Посадки
резьбовых соединений с метрической резьбой с натягом нормированы ГОСТ 4608-81.
Поля допусков
трапецеидальной однозаходной резьбы,
устанавливаемые в зависимости от длины свинчивания и требований, предъявляемым к точности резьбового соединения, приведены в
таблице 13.48.
При назначении шероховатости резьб
следует руководствоваться данными таблицы 13.49.
Таблица 13.48. Поля допусков трапецеидальной
однозаходной резьбы по ГОСТ 9562-81
|
Длины свинчивания |
Степень точности |
Поля допусков |
|
|
Винтов |
Гаек |
||
|
N Нормальные |
6 |
6g, 6e |
6H |
|
7 |
7g, 7e |
7H |
|
|
8 |
8e, 8c |
8H |
|
|
L длинные |
7 |
7e |
7H |
|
8 |
8e |
8H |
|
|
9 |
9c |
9H |
|
Таблица 13.49. Выбор шероховатости резьбовых
соединений
|
Область применения резьбы |
Параметр шероховатости Ra, мм для резьб классов точности |
||
|
точного |
среднего |
грубого |
|
|
Крепежная резьба на болтах, винтах и гайках |
1,25 |
2,5 |
Rz=20; Rz=40 |
|
Резьба на валах, втулках, в том числе коническая |
0,63; 1,25 |
1,25 |
2,5 |
|
Резьба ходовых и грузовых винтов |
0,32 |
0,63 |
1,25 |
|
Резьба гаек для ходовых и грузовых винтов |
0,32; 0,63 |
1,25 |
2,5 |
Таблица 13.50. Примеры условного обозначения резьб на чертежах
|
Вид посадки |
Обозначение резьб |
||||
|
На сборочном чертеже |
На чертежах |
||||
|
Винтов, болтов, пробок |
Шпилек |
Гаек, муфт |
Гнезд |
||
|
Метрическая правая резьба |
|||||
|
С зазором |
М20x1-6H/6g-R |
M20x1-6g-R |
M20x1-6H |
|
|
|
С натягом |
|
M20x1-3n(2) |
M20x1-2H4D(2) |
||
|
Метрическая левая резьба |
|||||
|
С зазором |
M20x1-LH-6H/6g |
M20x1-LH-6g |
|
M20x1-LH-6H |
|
|
Метрическая наружная и внутренняя коническая резьба |
|||||
|
|
MK20x1 СТ СЭВ
304-76 |
||||
|
Метрическая наружная коническая и внутренняя
цилиндрическая резьбы |
|||||
|
|
М/МК 20х1 СТ СЭВ 304-76 |
МК20х1 СТ СЭВ 304-76 |
М20х1 |
||
|
Трапецеидальная однозаходная резьба |
|||||
|
|
Tr20x4-7H/7e-50 |
Tr20x4-7e |
Tr20x4-7H |
||
|
Трапецеидальная многозаходная резьба |
|||||
|
|
Tr20x4/P2/-7H/7e-50 |
Tr20x4/P2/-7e |
Tr20x4/P2/-7H |
||
|
Цифра (2) означает
номер сортировочной группы |
|||||
13.1.10.5. Зубчатые и червячные передачи
При проектировании зубчатых
и червячных передач помимо выбора типа передачи, ее конструктивной схемы,
материала и способа изготовления основных элементов, определения основных
размеров, необходимо назначать точность
изготовления и монтажа передачи.
Точность
изготовления таких передач
регламентируется соответствующими стандартами (таблица 13.51),
предусматривающими 12 степеней точности (от 1-й, наиболее точной, до 12-й).
Степень
точности следует выбирать в
зависимости от назначения и условий работы передачи. Рекомендации по выбору
наиболее распространенных в общем машиностроении степеней точности (с 6-й по
9-ю) приведены в таблицах 13.52 и 13.53.
Каждую степень точности, характеризуемую тремя видами норм (кинематической точностью, плавностью работы и пятном контакта зубьев),
допускается комбинировать из различных степеней точности по этим нормам.
Нормы
плавности работы колеса можно
назначать не более, чем на две ступени точнее или на одну ступень грубее
степени кинематической точности, а норму контакта зубьев - более точной, чем
норма плавности.
Во избежание заклинивания зубьев в зацеплении должен
быть назначен гарантированный боковой
зазор, регламентируемый видом сопряжения зубчатых колес (таблица 13.54).
Таблица 13.51. Основные стандарты в области зубчатых и
червячных передач
|
Объект стандартизации |
Передачи |
|||
|
Цилиндрические эвольвентные |
Конические |
Червячные цилиндрические |
||
|
Термины, определения и обозначения |
ГОСТ 16530-83 ГОСТ 16531-83 |
ГОСТ 16530-83 ГОСТ 19325-73 |
ГОСТ 16530-83 ГОСТ 18498-89 |
|
|
Расчеты геометрии |
ГОСТ 16532-70 (внешнее зацепление) ГОСТ 19274-73 (внутреннее зацепление) |
ГОСТ 19624-74 (прямозубые) ГОСТ 19326-73 (с круговыми зубьями) |
ГОСТ 19650-74 |
|
|
Модуль и коэффициент диаметра червяка |
ГОСТ 9563-60 |
ГОСТ 9563-60 |
ГОСТ 19672-74 |
|
|
Исходные контуры |
0,1<m<1 |
ГОСТ 9567-81 |
ГОСТ 19587-74 (прямозубые) |
ГОСТ 20184-81 |
|
m>1 |
ГОСТ 13755-81 |
ГОСТ 13754-81 (прямозубые) ГОСТ 16202-81 (с круговыми зубьями) |
ГОСТ 19036-81 |
|
|
Допуски |
Термины |
ГОСТ 1643-81 |
ГОСТ 1643-81 ГОСТ 1758-81 |
ГОСТ 3675-81 ГОСТ 3625-81 |
|
Нормы точности |
0,1<m<1 |
ГОСТ 9178-81 |
ГОСТ 9368-81 |
ГОСТ 9774-81 |
|
m>1 |
ГОСТ 1643-81 |
ГОСТ 1758-81 |
ГОСТ 3675-81 |
|
|
Основные параметры |
ГОСТ 2185-66 ГОСТ 13733-77 |
ГОСТ 12289-76 |
ГОСТ 2144-76 |
|
|
Расчеты на прочность |
ГОСТ 21354-87 |
- |
- |
|
|
Правила выполнения чертежей |
ГОСТ 2.403-75 |
ГОСТ 2.405-75 |
ГОСТ 2.406-76 |
|
Таблица 13.52. Допускаемые скорости и области
применения зубчатых передач в зависимости
от степени точности и параметра шероховатости рабочих
поверхностей зубьев
|
Окружные скорости колес (не более), м/с |
Области применения |
Степень точности |
Параметры шероховатости, мкм |
|||
|
Прямозубых |
Непрямозубых |
|||||
|
Цилиндрических |
Конических |
Цилиндрических |
Конических |
|||
|
20 |
12 |
35 |
25 |
Передачи с точной
согласованностью вращения колес или работающих при повышенных скоростях и
больших нагрузках. Колеса делительных механизмов. Ответственные колеса авиа-,
авто- и станкостроения |
6 (высокоточные передачи) |
Ra=1,25 |
|
15 |
8 |
25 |
16 |
Передачи, работающие при
повышенных скоростях и умеренных нагрузках. Колеса подачи в станках. Колеса
редукторов нормального ряда |
7 (точные -передачи) |
Ra=2,5 |
|
6 |
4 |
10 |
8 |
Колеса общего машиностроения.
Колеса станков, не входящие в делительные цепи. Колеса сельскохозяйственных
машин |
8 (передачи средней точности) |
Rz=20 |
|
2 |
1,5 |
4 |
3 |
Колеса, предназначенные для
грубой работы. Передачи, выполненные по конструктивным соображениям большими,
чем требовалось по расчету |
8 (передачи пониженной точности) |
Rz=40 |
Таблица 13.53. Рекомендации по выбору степени точности
и параметров шероховатости
для силовых червячных передач
|
Условия работы |
Метод обработки |
Скорость скольжения, м/с |
Степень точности передачи |
Параметр шероховатости Ra, мкм, рабочих поверхностей |
|
|
витка червяка |
зубьев колеса |
||||
|
Высокоточные скоростные передачи,
работающие с большими нагрузками |
Червяк цементирован и закален
(или только закален). Боковые поверхности витков червяков шлифованы и полированы, колесо нарезается червячными
фрезами. Обкатка под нагрузкой |
До 25 |
6 (высокоточные) |
0,32 |
1,25 |
|
Промышленные и транспортные
силовые передачи с повышенными требованиями в отношении бесшумности |
Червяк закален, шлифован и
полирован. Колесо нарезается шлифованными червячными фрезами. Обкатка под
нагрузкой |
До 10 |
7 (точные) |
0,32 |
1,25 |
|
Промышленные и транспортные
силовые среднескоростные передачи. Передачи
подъемных и поворотных механизмов |
Допускается червяк с НВ
350, нешлифованный. Колесо нарезается шлифованной червячной фрезой или
«летучим» резцом. Рекомендуется обкатка под нагрузкой |
До 5 |
8 (средней точности) |
0,63 |
2,5 |
|
Неответственные передачи
при кратковременной работе, в том числе с ручным приводом |
Червяк с НВ < 350 не
шлифуется. Колесо нарезается любым способом |
До 2 |
9 (пониженной точности) |
1,25 |
20 |
Таблица 13.54. Рекомендуемые стандартами соответствия
между показателями точности и бокового зазора
|
Модуль, мм |
Степень точности по нормам плавности работы |
Вид сопряжения |
Вид допуска на боковой зазор |
Класс отклонений межосевого расстояния |
|
Передачи зубчатые цилиндрические |
||||
|
1-55 |
3-12 |
A |
a |
VI |
|
1-55 |
3-11 |
B |
b |
V |
|
1-55 |
3-9 |
C |
c |
IV |
|
1-55 |
3-8 |
D |
d |
III |
|
1-55 |
3-7 |
E |
h |
II |
|
1-55 |
3-7 |
H |
h |
II |
|
0,1-0,5 |
3-10 |
D |
e |
VI |
|
0,5-1,0 |
3-12 |
D |
e |
VI |
|
0,1-0,5 |
3-10 |
E |
e |
V |
|
0,5-1,0 |
3-12 |
E |
e |
V |
|
0,1-1,0 |
3-10 |
F |
f |
IV |
|
0,1-1,0 |
3-8 |
G |
g |
III |
|
0,1-1,0 |
3-7 |
H |
h |
II |
|
Передачи конические и гипоидные |
||||
|
1-56 |
4-12 |
A |
a |
- |
|
1-56 |
4-10 |
B |
b |
- |
|
1-56 |
4-9 |
C |
c |
- |
|
1-56 |
4-8 |
D |
d |
- |
|
1-56 |
4-7 |
E |
h |
- |
|
1-56 |
4-7 |
H |
h |
- |
|
0,5 и менее |
4-10 |
D |
e |
- |
|
свыше 0,5 |
4-12 |
D |
e |
- |
|
0,5 и менее |
4-10 |
E |
e |
- |
|
свыше 0,5 |
4-12 |
E |
e |
- |
|
менее 1,0 |
4-10 |
F |
f |
- |
|
менее 1,0 |
4-8 |
G |
g |
- |
|
менее 1,0 |
4-7 |
H |
h |
- |
|
Передачи червячные цилиндрические |
||||
|
1-25 |
5-12 |
A |
a |
- |
|
1-25 |
5-12 |
B |
b |
- |
|
0,5-1,0 |
3-12 |
D, E |
e |
- |
|
1-25 |
3-9 |
C |
c |
- |
|
1-25 |
3-8 |
D |
d |
- |
|
1-25 |
1-6 |
E |
h |
- |
|
1-25 |
1-6 |
H |
h |
- |
|
0,1-0,5 |
3-10 |
D, E |
e |
- |
|
0,5-1,0 |
3-12 |
D, E |
e |
- |
|
0,1-1,0 |
3-10 |
F |
f |
- |
|
0,1-1,0 |
3-8 |
G |
g |
- |
|
0,1-1,0 |
3-7 |
H |
h |
- |
Для зубчатых и червячных передач с модулем m более 1
мм стандартизованы шесть видов сопряжений:
Н - с
нулевым зазором;
Е - с
весьма малым зазором;
D - с малым
зазором;
С - с
уменьшенным зазором;
В - с
нормальным зазором;
А - с
увеличенным зазором.
Для
реверсивных передач следует применять
сопряжения D и С.
Для
нереверсивных передач рекомендуется
применять сопряжение В.
Для
цилиндрических зубчатых и червячных передач с нерегулируемым расположением осей показателем, обеспечивающим боковой зазор, является отклонение межосевого расстояния fa.
Для конических передач показателем, обеспечивающим
боковой зазор, является отклонение межосевого угла .
Предельные
отклонения межосевого расстояния для цилиндрических зубчатых и для червячных
передач приведены в таблицах 13.55 и 13.56.
Таблица 13.55. Гарантированный боковой зазор jn min,(мкм), предельные отклонения межосевого
расстояния fa (мкм)
цилиндрической передачи по ГОСТ 1643-81
|
Вид Сопряжения |
Параметр |
Межосевое расстояние, мм |
||||||
|
До 80 |
Св. 80 до 125 |
Св. 125 до 180 |
Св. 180 до 250 |
Св. 250 до 315 |
Св. 315 до 400 |
Св. 400 до 500 |
||
|
H |
Jn min |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
E |
30 |
35 |
40 |
46 |
52 |
57 |
63 |
|
|
D |
46 |
54 |
63 |
72 |
81 |
89 |
97 |
|
|
C |
74 |
87 |
100 |
115 |
130 |
140 |
155 |
|
|
B |
120 |
140 |
160 |
185 |
210 |
230 |
250 |
|
|
A |
190 |
220 |
250 |
290 |
320 |
360 |
400 |
|
|
H, E |
6fa |
16 |
18 |
20 |
22 |
25 |
28 |
30 |
|
D |
22 |
28 |
30 |
35 |
40 |
45 |
50 |
|
|
C |
35 |
45 |
50 |
55 |
60 |
70 |
80 |
|
|
B |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
|
|
A |
100 |
110 |
120 |
140 |
160 |
180 |
200 |
|
|
Для
передач с углом зацепления, не равным углу профиля исходного контура, предельное
отклонение межосевого расстояния fa изменяется в
отношении |
||||||||
Предельные
отклонения межосевого угла конической ортогональной передачи приведены в таблице 13.57.
Таблица 13.57. Гарантированный боковой зазор jn min и
предельные отклонения межосевого угла конической передачи
|
Вид сопряжения |
Параметр |
Среднее конусное расстояние R, мм |
|||||||||||||||
|
до 50 |
Св. 80 до 100 |
Св. 100 до 200 |
Св. 200 до 400 |
Св. 400 до 800 |
|||||||||||||
|
Угол делительного конуса , град |
|||||||||||||||||
|
До 15 |
Св.15до 25 |
Св. 25 |
До 15 |
Св.15 до25 |
Св. 25 |
До 15 |
Св.15 до 25 |
Св. 25 |
До 15 |
Св.15 до25 |
Св. 25 |
До 15 |
Св.15 до 25 |
Св. 25 |
|||
|
D |
Jn, min |
22 |
33 |
39 |
33 |
39 |
46 |
39 |
54 |
63 |
46 |
72 |
81 |
63 |
89 |
110 |
|
|
C |
36 |
52 |
62 |
52 |
62 |
74 |
62 |
87 |
100 |
74 |
115 |
130 |
100 |
140 |
175 |
||
|
B |
58 |
84 |
100 |
84 |
100 |
120 |
100 |
140 |
160 |
120 |
185 |
210 |
160 |
230 |
280 |
||
|
A |
90 |
130 |
160 |
130 |
160 |
190 |
160 |
220 |
250 |
190 |
200 |
320 |
250 |
360 |
440 |
||
|
D |
6ЕS,
мкм |
11 |
16 |
19 |
16 |
19 |
22 |
19 |
26 |
32 |
22 |
36 |
40 |
32 |
45 |
56 |
|
|
C |
18 |
26 |
30 |
26 |
30 |
32 |
30 |
45 |
50 |
32 |
56 |
63 |
50 |
71 |
85 |
||
|
B |
30 |
42 |
50 |
42 |
50 |
60 |
50 |
71 |
80 |
60 |
90 |
100 |
80 |
110 |
140 |
||
|
A |
45 |
63 |
80 |
63 |
80 |
95 |
80 |
110 |
125 |
95 |
140 |
160 |
125 |
180 |
220 |
||
|
1. Для ортогональных передач jn min определяют
непосредственно из таблицы по значениям R. |
|||||||||||||||||
|
2. В таблице приведены значения |
|||||||||||||||||
|
3. Для зубчатых конических колес с
номинальным углом профиля |
|||||||||||||||||
Кроме назначения вида сопряжения, следует выбрать допуск на боковой зазор из
предусмотренных стандартами восьми видов допуска, обозначаемых в порядке
возрастания зазора буквами h, d, c,
b, a, z,
y, x.
Для конических передач при модуле, начиная с 1 мм,
предусмотрено пять видов допуска: h, d,
c, b, a.
При отсутствии специальных требований к передачам при
видах сопряжения H и E следует выбирать вид допуска на боковой зазор по h, а при видах сопряжений D, C, B, A - виды
допуска соответственно d, c, b, a. Соответствие между видом сопряжения
элементов передачи и видом допуска на боковой зазор допускается изменять. При
этом также можно использовать виды допуска на боковой зазор x, y, z.
Структура обозначения точности зубчатой передачи
должна иметь следующий вид:
1-2-3-4 5 6
,
где 1, 2, 3 - нормы соответственно кинематической
точности, плавности работы и пятна контакта;
4 - вид
сопряжения зубьев;
5 - вид
допуска на боковой зазор;
6
- стандарт, регламентирущий точность зубчатой или
червячной передачи.
Для передач с
одинаковой степенью точности по всем трем нормам и при соответствии вида сопряжения
и допуска на боковой зазор в
обозначении указывают одну цифру (степень точности) и одну букву (вид сопряжения).
При
комбинировании норм разных степеней точности и изменении соответствия между
видом сопряжения и видом допуска на боковой зазор точности зубчатых колес
передач следует обозначать последовательным
написанием трех цифр и двух букв.
Параметры
шероховатости рабочих поверхностей
зубьев колес и червяка приведены в таблицах 13.52 и 13.53.
Нормы
точности приведены в табл.
13.58-13.63.
Таблица 13.58. Поля допусков диаметра вершин
зубьев da
и ширины зубчатого венца b цилиндрических колес
|
Степень точности |
b |
da колес |
|
|
с внешними зубьями |
с внутренними зубьями |
||
|
6 |
h11 |
h9 |
H9 |
|
7 |
h12 |
h10 |
H10 |
|
8 |
h13 |
h11 |
H11 |
|
9 |
h14 |
h12 |
H12 |
Таблица 13.59. Допуски (мкм), на торцовое
биение зубчатого венца цилиндрических колес
при d = 100
мм с модулем m / 1 мм
|
Степень Точности |
Ширина зубчатого венца колеса, мм |
|||
|
До 40 |
Св. 40 до 100 |
Св. 100 до 160 |
Св. 160 до 250 |
|
|
6 |
20 |
10 |
6,4 |
5 |
|
7 |
24 |
12 |
8 |
6 |
|
8 |
40 |
20 |
12,8 |
10 |
|
9 |
64 |
32 |
20 |
16 |
|
Допуски
на торцовое биение следует определять умножением значения, взятого
из таблицы, на величину 100/d, где d – делительный диаметр, мм |
||||
Таблица 13.60. Допуски на радиальное биение
зубчатого венца
цилиндрических колес, мкм
|
Степень Точности |
Модуль m, мм |
Диаметр делительной окружности, мм |
||||
|
До 50 |
Св. 50 до 125 |
Св.125 до 280 |
Св. 280 до 560 |
Св. 560 |
||
|
6 |
от 1 до 2 |
21 |
26 |
34 |
42 |
48 |
|
Св. 2 до 3,55 |
22 |
28 |
36 |
45 |
50 |
|
|
Св. 3,55 до 6 |
24 |
30 |
38 |
48 |
53 |
|
|
7 |
от 1 до 2 |
30 |
38 |
48 |
63 |
67 |
|
Св. 2 до 3,55 |
32 |
40 |
50 |
63 |
70 |
|
|
Св. 3,55 до 6 |
34 |
42 |
53 |
67 |
75 |
|
|
8 |
от 1 до 2 |
38 |
48 |
60 |
75 |
85 |
|
Св. 2 до 3,55 |
40 |
50 |
63 |
80 |
90 |
|
|
Св. 3,55 до 6 |
42 |
53 |
67 |
85 |
100 |
|
|
9 |
от 1 до 2 |
48 |
60 |
75 |
95 |
110 |
|
Св. 2 до 3,55 |
50 |
63 |
80 |
100 |
110 |
|
|
Св. 3,55 до 6 |
53 |
67 |
85 |
105 |
120 |
|
Таблица 13.61. Допуски на радиальное биение
зубчатого венца конических колес, мкм
|
Степень точности |
Средний нормальный модуль mn, мм |
Средний делительный диаметр d, мм |
||
|
До 125 |
Св. 125 до 400 |
Св. 400 до 800 |
||
|
6 |
От 1 до 3,5 |
25 |
36 |
45 |
|
Св. 3,5 до 6,3 |
28 |
40 |
50 |
|
|
7 |
От 1 до 3,5 |
36 |
53 |
63 |
|
Св. 3,5 до 6,3 |
40 |
56 |
71 |
|
|
8 |
От 1 до 3,5 |
45 |
63 |
80 |
|
Св. 3,5 до 6,3 |
50 |
71 |
90 |
|
|
9 |
От 1 до 3,5 |
56 |
80 |
100 |
|
Св. 3,5 до 6,3 |
63 |
90 |
112 |
|
Таблица 13.62. Допуски на радиальное биение
зубчатого венца колеса
червячной цилиндрической передачи, мкм
|
Степень точности |
Модуль m, мм |
Делительный
диаметр d2 , мм |
||
|
До 125 |
Св. 125 до 400 |
Св. 400 до 800 |
||
|
6 |
От 1 до 3,5 |
25 |
36 |
45 |
|
Св. 3,5 до 6,3 |
28 |
40 |
50 |
|
|
7 |
От 1 до 3,5 |
36 |
53 |
63 |
|
Св. 3,5 до 6,3 |
40 |
56 |
71 |
|
|
8 |
От 1 до 3,5 |
45 |
63 |
80 |
|
Св. 3,5 до 6,3 |
50 |
71 |
90 |
|
|
9 |
От 1 до 3,5 |
56 |
80 |
100 |
|
Св. 3,5 до 6,3 |
63 |
90 |
112 |
|
Таблица 13.63. Допуск на радиальное биение
червяка червячной
цилиндрической передачи с модулем 1-20 мм
|
Степень точности |
Диаметр делительной окружности червяка, мм |
||||||
|
Св. 6 до10 |
Св. 10 до 18 |
Св. 18 до 30 |
Св. 30 до 50 |
Св. 50 до 80 |
Св. 80 до 120 |
Св. 120 до 180 |
|
|
6 |
11 |
11,5 |
12 |
13 |
14 |
16 |
18 |
|
7 |
15 |
16 |
17 |
18 |
20 |
22 |
25 |
|
8 |
20 |
20 |
21 |
22 |
25 |
28 |
32 |
|
9 |
25 |
25 |
26 |
28 |
32 |
36 |
40 |
ПРИМЕРЫ:
1. Степень точности передачи по всем трем нормам -
6-я; вид сопряжения элементов передачи C при соответствии между видом
сопряжения и допуском на боковой зазор.
1.1 Цилиндрическая зубчатая: 6-C ГОСТ 1643-81.
1.2 Коническая
зубчатая: 6-C ГОСТ 1758-81.
1.3 Червячная цилиндрическая: 6-C ГОСТ 3675-81.
2. Степень по нормам кинематической точности - 8-я;
степень по нормам плавности - 7-я; степень по нормам контакта - 6-я; вид
сопряжения - B; вид допуска на боковой зазор - a.
2.1 Цилиндрическая зубчатая: 8-7-6-B a ГОСТ 1643-81.
2.2 Коническая
зубчатая: 8-7-6 B a ГОСТ 1758-81.
2.3 Червячная цилиндрическая: 8-7-6 B a ГОСТ 3675-81.
13.1.10.6.
Соединения "вал - ступица"
Для передачи вращающего момента чаще всего используют
шпоночные соединения с применением призматических (или сегментных) шпонок. При
этом рекомендуются следующие посадки соединений с гарантированным натягом:
− для колёс цилиндрических
прямозубых −
H7/p6 (H7/r6);
− для колёс цилиндрических
косозубых и шевронных −
H7/r6 (H7/s6);
− для колёс конических
прямозубых −
H7/s6 (H7/t6).
При этом посадки с бóльшим натягом
(указанные в скобках) следует назначать для реверсивных передач.
Для удобства сборки по выбранной
посадке с натягом зубчатого колеса на вал с установленной шпонкой рекомендуется предусматривать направляющий
цилиндрический участок вала с допуском по d11
(рис. 13.35).
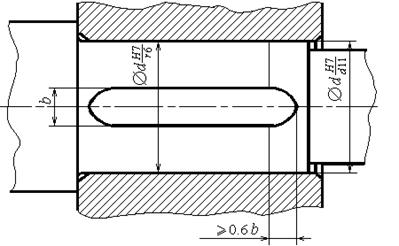
Рис. 13.35
Посадки призматических шпонок регламентированы ГОСТ
23360-78: для ширины паза на валу по P9/h9; для ширины паза в ступице при
неподвижном соединении нереверсивной передачи − по Js9/h9 и
при неподвижном соединении реверсивной передачи − по P9/h9 .
Если по результатам расчёта на прочность шпоночного
соединения требуется слишком длинная шпонка (свыше полутора диаметров
посадочного участка вала), целесообразно применить шлицевое соединение. Наиболее
распространены соединения прямобочными шлицами с
центрированием по наружному диаметру D.
Для неподвижных соединений регламентированы следующие посадки элементов
шлицевых соединений:
− для центрирующей поверхности − D H7/js6;
− для рабочих боковых поверхностей − b
D9/e8 .
13.1.10.7.
Посадки полумуфт на валах
Полумуфты устанавливают на цилиндрические (по ГОСТу
12080-72) или конусные (по ГОСТу 12081-72) концы валов.
При постоянном направлении вращения и умеренно нагруженных
валах, когда рабочие напряжения кручения в сечении вала не превышают 15 МПа, полумуфты устанавливают на гладкие
цилиндрические концы валов по переходным посадкам типа H7/k6 или H7/m6.
При реверсивной работе, а также при существенно
нагруженных валах (![]() >15 МПа) применяют посадку H7/n6.
>15 МПа) применяют посадку H7/n6.
При больших нагрузках, работе со значительными толчками и ударами, а
также при реверсивной работе предпочтительно полумуфты устанавливать на
конусные концы валов. Посадку полумуфты на конусный конец вала производят с
обязательным приложением осевой силы (с помощью болта через торцовую шайбу или
с помощью круглой шлицевой гайки). Затяжкой полумуфты на конусные концы валов
можно создать значительный натяг в соединении и обеспечить точное радиальное и
угловое положение полумуфты относительно вала.
Установку полумуфт на цилиндрические шлицевые концы
валов применяют, если при прочностном расчёте шпоночного соединения длина
посадочного отверстия (длина ступицы) получается свыше полутора диаметров вала.
Посадку полумуфты по наружному центрирующему диаметру шлицев тогда принимают
типа H7/js6.
13.1.10.8.
Посадки шкивов ремённой передачи
Для передачи вращающего момента от приводного
электродвигателя на входной (быстроходный) вал редуктора зачастую применяют
ремённую передачу.
Для удобства надевания и замены
ремней при сборке и эксплуатации ременной передачи шкивы обычно устанавливают консольно на конусные концы валов. В случае установки шкива
на цилиндрический конец вала применяют посадку Н7/k6.
13.2. Нанесение на чертежах обозначений покрытий,
термической и других видов обработки
На чертежах изделий, подвергаемых термической и другим
видам обработки, согласно ГОСТ 2.310-68, следует наносить полученные в
результате обработки показатели свойств
материала, например: твердость (HB,
HRC, HV и т.п.), глубину термообработки h и др.
Глубину
термообработки и твердость указывают предельными значениями, например: "Цементировать: h 0,7-0.9 мм"; "HRC
40-46".
Если все изделие подвергается одному виду обработки,
то в технических условиях достаточно записать: "Цементировать: h 0,7-0,9 мм, HRC 55-60" и т.п.
Если обработке подвергают отдельные участки изделия,
показатели свойств материала и (при необходимости) способ получения этих
свойств следует указывать на полках линий-выносок. При этом участки изделия,
подвергаемые обработке, должны быть отмечены утолщенной штрихпунктирной линией, проводимой на расстоянии 0,8-1
мм от них, с указанием размеров, определяющих поверхности.
13.3.
Указание технических требований и технической характеристики
Технические
требования и техническую характеристику
(с заголовками) помещают на свободном поле чертежа над основной надписью в виде
текстовой части. В случае недостатка места их продолжают слева от основной надписи. Текст записывают сверху
вниз.
Пункты технических требований и технической
характеристики должны иметь
самостоятельную нумерацию. Каждый пункт записывают с новой строки, причем
строки должны быть длиной не более 185 мм. При выполнении чертежа на двух и
более листах технические требования и
техническую характеристику помещают только на первом листе.
Технические
требования на чертеже детали следует
приводить в соответствии с ГОСТ 2.316-68.
Заголовок «Технические
требования» не пишут в том случае, если на чертеже помещены только технические
требования.
Технические
требования излагают в следующем порядке:
1. Требования к материалу, заготовке, термической обработке
и к свойствам материала готовой детали; указания материалов-заменителей.
2. Размеры (размеры для справок, формовочные и
штамповые уклоны, радиусы, размеры фасок и т.п.).
3. Предельные отклонения размеров, формы и
расположения поверхностей (не указанные на чертеже).
4. Допуски формы и расположения, на которые в ГОСТ
2.308-79 нет условных графических знаков.
5. Требования к качеству поверхностей (отделке,
покрытию).
6. Указания о маркировании и клеймении.
7. Особые условия эксплуатации.
8. Ссылки на другие документы, содержащие технические
требования, распространяющиеся на данное изделие, но не приведенное на чертеже.
Указанная последовательность является рекомендуемой и
при необходимости может быть изменена.
Технические
требования для чертежей сборочных единиц
должны включать:
1. Требования, определяющие качество и точность
изготовления.
2. Требования к точности монтажа (допускаемые
радиальные, угловые и осевые смещения валов, зазоры и т.п.).
3. Правила транспортирования и хранения.
4. Требования по эксплуатации.
Техническую
характеристику следует помещать
отдельно от технических требований под заголовком
«Техническая характеристика». При этом над техническими требованиями поместить
заголовок «Технические требования».
Оба заголовка не подчеркивают.
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов