Главная
Раздел 18 (продолжение). Корпусные детали редукторов.
Содержание
Корпусные детали редукторов. Общие
сведения.
Проектирование литых корпусных деталей
редукторов
1. Общие
сведения о литых корпусах редукторов
1.1.
Назначение корпусов и разновидности форм их конструкций
1.3.
Выбор способа получения отливок корпусов
1.4.
Литейные базы. Базы механической обработки отливок
1.5. Рассеивание значений размеров отливки и
его влияние на конфигурацию литых деталей
1.6. Особенности нанесения размеров на
рабочих чертежах литых деталей
2. Общие рекомендации по конструированию
элементов литых деталей
2.1. Конструкционное обеспечение
технологичности получения отливок
2.2 Предупреждение появления литейных
дефектов
2.3. Конструкционное обеспечение
технологичности механической обработки отливок
3. Конструктивное оформление литых
корпусов основных типов редукторов
3.1. Цилиндрические редукторы,
выполненные по развернутой схеме
3.2. Цилиндрические соосные редукторы
3.3.
Конические и коническо - цилиндрические редукторы
3.5. Оформление места соединения корпуса
редуктора с фланцем электродвигателя
4.
Рекомендации по оформлению рабочих чертежей литых корпусных деталей редуктора
5.Проектирование сварных корпусных
деталей редукторов
6.
Уплотнения и устройства для уплотнения
7.
Смазочные материалы и устройства
8.2.
Крепление рам к фундаменту
9. Список рекомендованной литературы
Корпусные детали редукторов.
Общие сведения.
Корпус (от
латинского corpus – тело, сущность, единое
целое) - деталь или группа сочленённых деталей, предназначенная для размещения и фиксации подвижных деталей
механизма или машины, для защиты их от воздействия неблагоприятных факторов
внешней среды, а также для крепления механизмов
в составе машин и агрегатов. Кроме того, корпусные детали весьма часто выполняют
роль ёмкости для хранения эксплуатационного
запаса смазочных материалов.
корпусные детали составляют значительную часть
(иногда до 80%) массы машин или механизмов. Разрушение корпусных деталей в
процессе работы наиболее часто ведет к необратимой аварии машины, то есть к потере
последней.
Под корпусными понимают детали, основное назначение
которых «нести» машины, рабочие органы и узлы различных приводов, заключать в
себя детали и сборочные единицы, обеспечивать герметичность и безопасность.
Принято выделять группу станин, группу фундаментных плит и группу корпусных
деталей.
Станины (рамы) «несут» на себе основные узлы машины, обеспечивая их правильное
взаимное расположение, как в подвижном, так и неподвижном состоянии (рис.1, а -
е).
На плитах закрепляются машины и их
приводы (рис.1, ж). В отличие от станин они не имеют направляющих.
Корпусные детали - детали с нечетко выраженными свойствами станин и плит (кронштейны и
другие поддерживающие детали); подвижные корпусные детали (столы, ползуны,
направляющие); корпусы коробок, редукторов, подшипников; к этой же группе
относят кожухи и крышки (рис.1, з - м).
Корпусные детали – это детали, обеспечивающие взаимное
расположение деталей узла и воспринимающие основные силы, действующие в машине.
Такие детали имеют сложную форму. Корпусные детали включают в себя бобышки,
фланцы, ребра, стенки и т.д., которые в конечной конструкции объединены в одно
целое.
В подвижной технике корпусными деталями являются рамы
автомобилей, корпуса двигателей, коробок передач, раздаточных коробок, коробок
отбора мощности, ведущих мостов и некоторых других узлов.
Рис.1. Корпусные детали
Корпус редуктора является его базовой деталью,
габаритные размеры которой определяются видом передаточных механизмов,
составляющих редуктор; числом, размерами и относительным расположением деталей
этих механизмов во внутренней полости корпуса; принятой системой смазывания
зацеплений зубчатых колес редуктора и его подшипниковых узлов.
Корпуса редукторов имеют коробчатую конструкцию, как
правило, довольно сложной конфигурации (см. рис. 1.1 – 1.6).
Изготовляют корпусные детали литьем, сваркой или
комбинированным способом. На выбор последнего влияет ряд
факторов: нагруженность деталей, их количество,
весовые характеристики и др. При большом объеме однотипных изделий и
незначительной их нагруженности предпочтительнее
литье; для единичного и мелкосерийного производства при значительной нагруженности деталей и жестких требованиях по массе больше
подходит сварка. Весьма эффективен комбинированный способ, позволяющий
значительно упростить и удешевить изготовление корпусных деталей, особенно со
сложной конфигурацией. В общем случае назначение того или иного способа
производится после сравнительного технико-экономического расчета.
Основными критериями надежности корпусных деталей
являются прочность, жесткость, износостойкость и долговечность. В большинстве
случаев корпусные детали имеют сложную конфигурацию с множеством усиливающих
элементов (ребер, бобышек и т. п.). Это значительно усложняет расчеты на
прочность и жесткость. Детально они изучаются в специальных курсах. Расчеты
ведутся методами сопротивления материалов, теории упругости, в ответственных
случаях прочность и жесткость определяются экспериментально.
Классификация корпусных деталей.
1) По степени конструктивной сложности -
простые, не имеющие внутренних перегородок, рёбер и приливов;
сложные.
2) По сообщённости внутреннего пространства с
внешней средой -
закрытые, внутренняя
полость которых, как во время работы, так и в
неработающем состоянии, полностью изолирована от внешней среды;
полузакрытые, внутренняя
полость которых может сообщаться с внешней средой в
отдельные моменты (часть времени) работы машины (механизма) или в неработающем
состоянии;
открытые, внутренняя полость которых постоянно сообщена с внешней средой.
3) По пригодности для хранения эксплуатационного
запаса смазочных материалов -
сухие корпуса, не
предназначенные для хранения эксплуатационного запаса смазочных материалов;
маслонаполненные, ёмкость которых достаточна для хранения эксплуатационного
запаса смазочных материалов.
4) По основному материалу, из которого изготовлены детали корпуса -
металлические (чугун,
сталь литая, сталь сварная, лёгкие сплавы - алюминиево-кремниевые, алюминиево-магниевые);
неметаллические (пластики,
дерево, фанера).
Проектирование литых корпусных деталей редукторов
1. Общие сведения о литых корпусах редукторов
1.1. Назначение корпусов и разновидности форм их конструкций
Корпусные детали
редукторов являются их базовыми деталями и предназначены:
- для размещения и обеспечения необходимого взаимного
расположения деталей и узлов передаточных механизмов редуктора;
- восприятия нагрузок, действующих в
редукторе, и передачи их на подредукторную плиту или
раму;
- организации системы смазывания рабочих поверхностей
зубчатых колес и подшипников редуктора;
- защиты деталей и узлов передач редуктора от их
загрязнения инородными частицами окружающей среды;
- защиты смазочного материала, используемого в
редукторе, от его выброса (при эксплуатации редуктора) в окружающую среду;
- отвода в окружающую среду теплоты, образующейся при
работе редуктора.
Корпусные детали наиболее металлоемкие. На их долю
приходится до 80% всей массы изделия. Значительные размеры и сложная
конфигурация сильно усложняют процесс получения таких деталей.
Форму редукторных корпусов (рис.1.1–1.6)
определяют в основном взаимное расположение деталей и узлов передаточных
механизмов редуктора, требования технологии их изготовления, эксплуатации и
дизайна. Учитываются также требования прочности и жесткости. Наибольшее распространение
получили корпуса, основу коробчатой конструкции которых образуют плоские и
цилиндрические поверхности, как более простые в изготовлении.
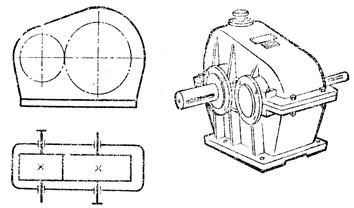
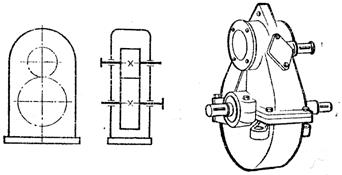
Рис. 1.1. Кинематические схемы и внешний вид некоторых
разновидностей одноступенчатых цилиндрических редукторов: а – горизонтальный;
б – вертикальный; в – с
корпусом, выполненным с учетом требований современных норм промышленной
эстетики
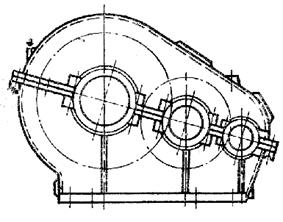
Рис. 1.2. Кинематические схемы и внешний
вид некоторых разновидностей цилиндрических двухступенчатых редукторов:
а –
выполненный по развернутой схеме; б – соосный однопоточный; в – с корпусом,
имеющим наклонный (к его основанию) разъем
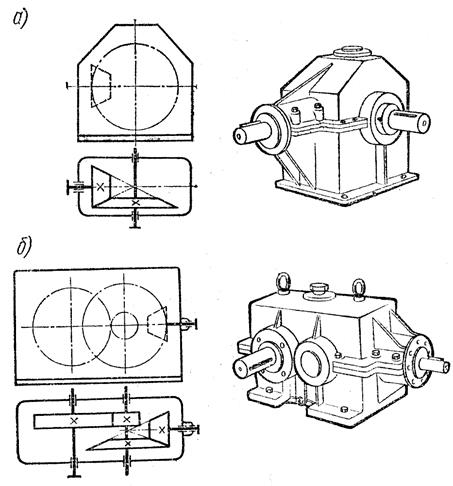
Рис. 1.3. Кинематические схемы и внешний
вид некоторых разновидностей горизонтальных конических редукторов:
а – одноступенчатый; б – коническо-цилиндрический двухступенчатый
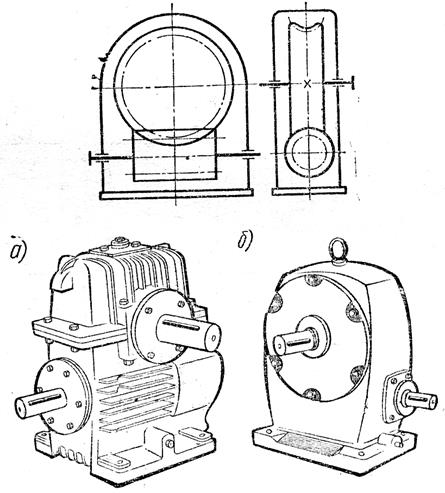
Рис. 1.4. Кинематическая схема и внешний
вид червячных редукторов с нижним расположением
червяка, имеющих:
а – разъемный корпус; б – неразъемный корпус
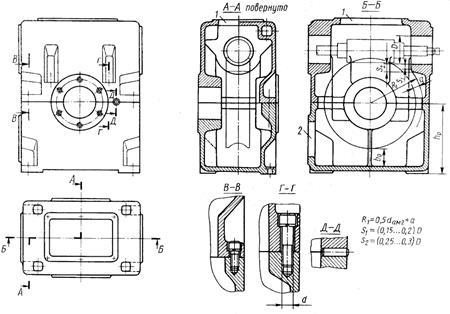
Рис. 1.5. Пример конструктивного
оформления разъемного корпуса червячного редуктора с верхним расположением
червяка, выполненного с учетом
требований современных норм промышленной эстетики
Корпусные детали редукторов, несмотря на разнообразие
их форм и размеров, имеют общие конструктивные
элементы (стенки, приливы, фланцы, ребра, бобышки), соединенные в единое целое.
На рис.1.5.1 приведены основные элементы корпуса:
-
основание 1;
-
верхняя крышка 2;
- стенки 4;
- бобышки 5 для отверстий подшипников;
- фланцы 6 в для крепления крышки и корпуса;
- ниши или фланцы 7 для крепления корпуса к плите или раме;
- ребра жесткости 8;
- поверхности под крепежные детали, выравнивающие поверхность под гайки и головки болтов;
- смотровой люк 9;
- бобышка 10 с резьбовым отверстием для установки пробки 11 с уплотнительным кольцом 12 в отверстие для слива масла;
- бобышка 13 с резьбовым отверстием для установки маслоуказателя 14;
- резьбовые отверстия 15 для отжимных болтов 16;
- отверстия 17 для конических (цилиндрических) штифтов 18, используемых для фиксации крышки и корпуса;
- отверстия 19-21 для установки винтов (шпилек) 24-25, служащих для крепления крышки с корпусом и корпуса с рамкой (плитой);
- отверстия 22 для установки подшипников крышек подшипников;
- проушины 23 или рым-болты 26 для транспортировки основания и крышки и т.д.
Рис.1.5.1.
Конструктивные элементы корпуса редуктора
С увеличением размеров элементов корпуса увеличиваются
его материалоемкость, масса, трудоемкость изготовления и стоимость. При
конструировании рекомендуются внешние очертания отливки из прямолинейных
участков с плавными криволинейными переходами; следует стремиться к
максимальному уменьшению общих габаритов и особенно высоты, к устранению
чрезмерно выступающих частей, больших тонкостенных ребер, глубоких впадин,
больших плоских горизонтальных поверхностей при малой толщине. У отливок при
остывании должна быть возможность свободной усадки, чтобы избежать значительных
остаточных напряжений.
В связи с тем, что обычно корпуса редукторов – малонапряженные детали, размеры их элементов (толщину
стенок, приливов и пр.) определяет в основном не прочность, а жесткость,
необходимая для обеспечения работоспособности кинематических пар редуктора
(зубчатых зацеплений, подшипников и др.). Требуемую жесткость достигают
оптимизацией формы и размеров элементов корпуса, а также за счет рационального
размещения ребер жесткости.
У большинства редукторов (для удобства
монтажа деталей и узлов его передач) корпус выполняют разъемным
в плоскости осей редукторных валов. В таком случае корпус, как правило, состоит
из двух корпусных деталей: нижней, называемой картером, и верхней,
называемой крышкой картера (рис.1.1–1.5.1). Основание
корпуса и крышку фиксируют относительно друг друга двумя коническими штифтами, устанавливаемыми без
зазора до расточки гнезд под подшипники. Основание и крышку корпуса соединяют
болтами d3 для обеспечения герметичности. Ориентировочно принимают расстояние
между осями болтов ~(10…15) d3. Для предотвращении протекания
масла плоскости разъема смазывают спиртовым лаком или жидким стеклом. Ставить прокладку между
основание и крышкой нельзя, так как при затяжке
болтов она деформируется, и посадка подшипников нарушается.
Иногда (для облегчения ввода в корпус узлов и деталей
редукторных передач) в корпусах редукторов, имеющих валы, которые
располагаются в вертикальной плоскости друг над другом, делают два разъема
(рис. 1.6). В этом случае корпус состоит уже из трех деталей: нижней – картера,
промежуточной – вставки корпусной и верхней – крышки редуктора.
Корпуса выполняют и цельными
(например, корпус коробок передач). При этом монтажное отверстие в корпусе
должно позволить свободную установку в него валов с насаженными на них
деталями.
Рис. 1.6. Пример корпуса редуктора с
двумя разъемами
Для удобства механической обработки плоскость разъема
чаще всего располагают параллельно плоскости основания корпуса. Косой разъем
(рис. 1.2, в) выполняют лишь для снижения габаритов и массы корпуса, а также
улучшения условий смазывания зубчатых зацеплений передач
редуктора в случае погружения колес всех его ступеней в масляную ванну
при большой разнице диаметров этих колес.
Наличие разъема снижает жесткость корпуса, повышает
стоимость его изготовления (стыкуемые в разъеме поверхности деталей корпуса
должны быть чисто и точно обработанными, необходимы отверстия под крепежные
детали), требует дополнительных расходов на детали крепления стыкуемых частей
корпуса (болты, гайки и др.). Одновременно разъем дает возможность каждый вал
редуктора со всеми расположенными на нем деталями (зубчатыми колесами,
подшипниками, дистанционными втулками и др.) выделить в самостоятельную
сборочную единицу, которую собирают и контролируют заранее, независимо от
других валов, а затем (при общей сборке редуктора) без затруднений размещают в
корпусе редуктора. Это повышает производительность и качество сборочных работ
при снижении требований к квалификации сборщиков, а также позволяет производить
сборку редукторов поточным методом, что особенно актуально в условиях серийного
и массового производства редукторов.
Однако необходимо отметить, что у некоторых типов
редукторов, требующих для нормальной работы их передач повышенной жесткости
корпуса (например, у червячных с межосевым расстоянием менее 180 мм, которые
весьма чувствительны к его изменениям), корпус необходимо выполнять неразъемным
(рис. 1.4, б). В этом случае сборку редуктора осуществляют вдоль продольных
осей его валов через отверстия, предусмотренные в боковых стенках редукторного
корпуса (производится менее удобная торцовая сборка), что снижает
производительность сборочных работ.
1.2. Выбор материала
Основными
критериями, определяющими выбор материала для литых деталей машин, являются их
форма, целевое назначение, условия работы, характер нагруженности.
-
Отливки из серого чугуна (СЧ12, СЧ15, СЧ18 ГОСТ 1412 – 85) наиболее
распространены в машиностроении для изготовления корпусных деталей. Это
обусловлено хорошими литейными свойствами серого чугуна, его хорошей
обрабатываемостью на металлорежущих станках, низкой стоимостью, достаточно
высокой износостойкостью.
Хотя прочность чугуна ниже, чем стали, однако для
корпусов подавляющего большинства редукторов она вполне достаточна. Такое
утверждение базируется на том, что обычно редукторные корпуса – малонапряженные детали и основным критерием их
работоспособности, как уже отмечалось, является не прочность, а жесткость,
необходимая для обеспечения нормальной работы кинематических пар редуктора. Существенным недостатком чугуна, как корпусного
материала, является плохая его ремонтопригодность. толщину стенок δч чугунного корпуса редуктора,
удовлетворяющую условиям прочности, можно назначать по эмпирическому выражению
![]()
где Твых – вращающий момент на выходном валу механизма, Нм.
- Стальные отливки (из сталей 15Л, 25Л, 35Л ГОСТ 977 –
88) применяют только в тех случаях, когда прочность чугунных деталей
недостаточна. Это обусловлено следующими обстоятельствами.
Литейные свойства сталей значительно ниже литейных
свойств чугунов. Стали обладают малой жидкотекучестью,
вследствие чего хуже заполняют литейные формы; обнаруживают бόльшую склонность к ликвации (образованию в процессе
кристаллизации при охлаждении расплавленного металла неметаллических включений
в его структуре) и образованию пузырей; имеют значительную (в 1,5 … 2 раза бόльшую) усадку. Из-за большой усадки у стальных отливок
наблюдается весьма высокая вероятность появления коробления и образования
усадочных трещин и раковин. Стальные отливки значительно труднее поддаются
очистке от пригара. Поэтому сталь избегают применять для отливок сложной конфигурации
с тонкими стенками, повышенными требованиями к их внешнему виду и точности
размеров.
В связи с вышеизложенным из стали
выполняют отливки корпусов редукторов, имеющих простую конфигурацию и
воспринимающих значительные динамические (ударные) нагрузки (например, корпуса
редукторов камнедробилок, горно-рудного оборудования), при которых серый чугун
работает значительно хуже стали. Стенки стальных литых корпусов можно выполнять
существенно тоньше чугунных - δС = (0,75…0,85)∙ δЧ.
- Корпуса из алюминиевых сплавов
(сплавы: алюминий-кремниевые АЛ2, АЛ4, АЛ9 и др.;
алюминий-магниевые АЛ8, АЛ13, АЛ22 и некоторые другие) в силу низкой плотности
алюминиевых сплавов по общей массе существенно меньше стальных и чугунных.
Такие корпуса легко обрабатываются на станках, а по ремонтопригодности с
применением сварки являются примерно такими же, как и чугунные. При высоком
уровне технологической обеспеченности ремонтного производства ремонт корпусов
из алюминиевых сплавов не вызывает особых затруднений. Стенки корпусов из неупрочняемых алюминиевых сплавов необходимо выполнять
более толстыми по сравнению с чугунными - δС = (1,8…2,2)∙ δЧ.
- Из легких сплавов для изготовления редукторных
корпусов наибольшее применение получил силумин (алюминиевый сплав с содержанием
8…14% кремния). Это обусловлено тем, что магниевые сплавы весьма чувствительны
к концентрации напряжений, их прочность и износостойкость ниже, чем у силумина,
они хуже сопротивляются корродированию. Помимо этого,
при обработке магниевых сплавов на металлорежущих станках необходимы
повышенные меры предосторожности против загорания стружки.
Отливки из силумина (АК12, АК9,
АК5М ГОСТ 1583 – 93) обладают сравнительно высокими литейными и механическими
характеристиками, имеют низкую плотность (в среднем 2,7 г/см3) ,
высокую теплопроводность (λ=0,12…0,18)
и стойкость к коррозии.
Однако силумин значительно дороже и дефицитнее серых
чугунов. Поэтому из него изготавливают корпуса редукторов, к весовым
характеристикам которых предъявляют жесткие требования (авиационные,
транспортных машин и приборов), а также редукторов, работающих со значительным
тепловыделением (глобоидных) или в корродирующей среде (например, на открытом
воздухе, в помещении с повышенной влажностью и загазованностью воздуха).
Весьма перспективными являются пластмассы, полиамидные
и композитные материалы. Полученные литьем или прессованием изделия из этих
материалов в условиях массового производства оказываются дешевыми, легкими,
достаточно прочными и хорошо отвечающими требованиям современного дизайна.
1.3. Выбор способа получения отливок корпусов
В современном производстве литых корпусов редукторов
применяют следующие способы получения их отливок: литьем в одноразовые песчаные
формы; в многоразовые песчано-смоляные оболочковые формы; в постоянные
металлические формы; литьем по удаляемым моделям.
- Литье в одноразовые песчаные формы. Это наиболее распространенный
и универсальный способ литья. Таким способом получают отливки различные по величине
и сложности их конфигурации, из разнообразных материалов, в условиях как
индивидуального, так и массового производства. Практически единственный способ изготовления крупногабаритных отливок. Исключение составляют отливки очень мелких
(массой до 4 кг) корпусов, имеющих сложную конфигурацию, которые получают
литьем в постоянные графитовые формы.
В рассматриваемом способе литья формовку производят по деревянным (в
условиях индивидуального, мелко- и среднесерийного производства корпусов
редукторов) или металлическим моделям (при крупносерийном и массовом
производстве) в опоках, набиваемых песчано-глинистыми формовочными смесями.
Внутренние полости отливок образуют стержнями, формуемыми из песчаных смесей с
крепителями в стержневых ящиках.
Производительность литейного процесса и качество
отливок значительно повышаются при машинной формовке. Набивку опок формовочной
смесью в этом случае производят с помощью пескометных, встряхивающих и
прессовых машин. Однако машинная формовка значительно дороже ручной.
Поэтому ее экономически целесообразно применять только при среднесерийном
и более крупных масштабах производства отливок.
Точность размеров отливки зависит от качества
изготовления формы и литейных свойств заливаемого в нее металла (разд. 1.5).
При машинной формовке по металлическим моделям достигается 1-й класс точности
изготовления отливок с высотным параметром шероховатости их поверхностей RZ =10…20
мкм. Ручная формовка по деревянным моделям позволяет достичь только 3-го
класса точности отливок с шероховатостью их поверхностей, имеющей RZ >40
мкм.
- Литье в оболочковые формы. Формы в
виде оболочек толщиной 6…15 мм готовят по металлическим моделям из песчаных
смесей с термореактивной смолой (бакелит) и отверждают
нагревом до 150…350 0 С.
Этот способ применяют при крупносерийном и массовом
производстве отливок несложной конфигурации и массой до 100 кг. Отклонение
размеров отливки от их номинальных значений (точность размеров) составляет ± 5%, параметры шероховатости – от Ra =
1,25…2,5 мкм до RZ = 10…20 мкм.
Литье в оболочковые формы значительно дешевле литья по
выплавляемым моделям, но уступает ему по точности и возможности получения
отливок сложной конфигурации.
- Литье в постоянные металлические формы.
Резко повышает производительность и улучшает условия труда, обеспечивает
высокое качество отливок (повышается точность размеров, снижается
шероховатость поверхностей, улучшается структура металла) и многократное
использование форм.
Возможность применения литья в металлические формы ограничивается их
высокой стоимостью, возрастающей с увеличением размеров отливки и сложности ее
конфигурации. Количество отливок, которое может выдержать металлическая форма
при допустимых отклонениях в размерах, характеризует ее стойкость и зависит,
главным образом, от температуры плавления металла, из которого отливается
деталь (с повышением температуры стойкость резко снижается; так, например, при
заливке стали стойкость металлических форм составляет всего 80 отливок, чугуна
– 300, а силумина – 50000). Поэтому литье в металлические формы целесообразно
применять для получения небольших (массой до 100 кг) силуминовых
отливок в условиях крупносерийного и массового производства редукторов.
В зависимости от способа заливки металла в постоянную металлическую
форму различают кокильное литье и литье под давлением.
- Кокильное литье. Металл заливают самотеком в стальные или
чугунные формы (кокили). Способ обеспечивает точность
размеров отливки до ±4%, параметры шероховатости ее поверхностей от Ra=1,25…2,5
мкм до RZ =10…20 мкм.
- Литье под давлением. Металл заливают в стальные пресс-формы под
давлением 3…5 МПа. Способ обеспечивает высокую производительность (св. 200
отливок/ч) и точность размеров отливки (±1%), а шероховатость ее поверхностей имеет Ra=0,63…1,25
мкм. Последующая обработка, как правило, не требуется.
- Центробежное литье применяют для изготовления полых отливок
типа тел вращения. Металл заливают во вращающиеся чугунные или стальные
барабаны, где он уплотняется действием центробежных сил. Мелкие детали отливают
этим способом в постоянные металлические формы.
- Литье по удаляемым моделям. В зависимости от способа удаления
модели из литейной формы различают литье по выплавляемым и по газифицируемым
моделям.
- Литье по выплавляемым моделям. Модели изготавливают из легкоплавких
материалов (парафин, стеарин, воск, канифоль) посредством литья под давлением в
металлические пресс-формы. Затем модели соединяют в блоки, покрывают тонким
слоем огнеупорного состава (кварцевый порошок с этилсиликатом
или жидким стеклом) и заформовывают в неразъемные
песчаные формы, которые прокаливают при 850…900 0С, в результате
чего модели без остатка удаляются из литейной формы. В образовавшиеся полости
металл заливают самотеком или под давлением 0,2…0,3 МПа.
Способ применяют вместо литья в металлические формы для чугунных и
стальных отливок, имеющих сложную конфигурацию с выступающими элементами,
углублениями и закрытыми внутренними полостями, с массой до 500 кг, в условиях
среднесерийного и более крупных масштабах производства корпусных деталей
редуктора. Точность размеров и чистота поверхностей отливки при этом способе
литья достаточно высокие (±2%; Ra=2,5…5,0 мкм), но несколько
хуже, чем при литье под давлением.
- Литье по газифицируемым моделям. В неразъемные песчаные формы заформовывают модели из пенополистирола,
которые при заливке металла в литейную форму газифицируются; пары и газы,
образующиеся при газификации модели, уходят из формы через выпоры и
вентиляционные отверстия. Литье по удаляемым полистироловым
моделям позволяет получить точные отливки массой до 500 кг практически без
ограничений по их конфигурации.
В связи с тем, что для подавляющего большинства редукторов их корпуса
целесообразно изготавливать из серых чугунов литьем в одноразовые песчаные
формы, то проектированию именно таких корпусов уделено основное внимание в
данной работе, а особенности, связанные с производством отливок из других
материалов и другими способами литья, отмечаются попутно.
1.4. Литейные базы. Базы механической обработки отливок
Литейной (черновой) базой называют ту из поверхностей или осей детали,
по которой деталь базируют (устанавливают) при первой операции ее механической обработки. В связи с этим различают
поверхностные и осевые базы (рис. 1.7).
За поверхностную литейную базу (на рис. 1.7
она обозначена зачерненным ромбиком) принимают необрабатываемую в последствии
поверхность детали, параллельную или перпендикулярную к базе механической обработки – поверхности детали, обрабатываемой при
первой механической операции (на рис. 1.7 она обозначена светлым ромбиком).
Конфигурация и протяженность литейной базы должны обеспечивать не
только удобную и устойчивую установку детали при ее механической обработке, но
и отсутствие повреждений базовой поверхности и коробления детали при ее
силовом замыкании, гарантирующем неподвижность детали в процессе создания базы
механической обработки. В противном случае требуется применение сложной и
дорогостоящей технологической оснастки (станочных приспособлений), либо
искусственное создание литейной базы путем ввода технологических приливов
(прилив «m» на рис. 1.7, в), либо изменение, соответствующим образом,
конфигурации детали (рис. 1.7, г). Поэтому выбор литейной базы, показанный на
рис. 1.7, а, предпочтительнее выбора по рис. 1.7, б, а выбор по рис. 1.7, ж –
выбора по рис. 1.7, з.
Для литейной базы нельзя использовать поверхность, подвергаемую механической
обработке (например, самые верхние поверхности деталей, показанных на рис.
1.7).
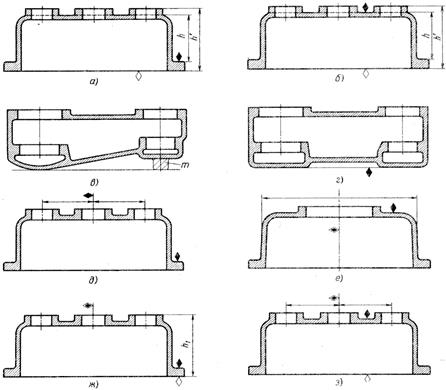
Рис.
1.7. Литейные базы и базы механической обработки детали
В общем случае базирования детали литейных баз должно быть три – по
одной для каждой из осей пространственной системы координат.
От литейной базы координируют все остальные литейные поверхности детали
(размер h на рис. 1.7), а от базы механической обработки – все остальные ее
обрабатываемые поверхности (размер h’
на рис. 1.7). Базу механической обработки выполняют с минимальным припуском,
что обеспечивает более равномерное распределение припусков по остальным
механически обрабатываемым поверхностям детали.
В качестве осевых баз используют оси отверстий приливов корпусных
деталей (рис. 1.7,д-з; рис. 1.15,б). При наличии осевых литейной базы и базы
механической обработки эти оси совмещают; общей осевой базой служит ось
отверстия, избранного в качестве базового (на рис. 1.7,е;ж;з;
рис. 1.15,б общая осевая база отмечена двойным ром ромбиком).
Осевое базирование (в обязательном сочетании с поверхностным) для
корпусных деталей применяют, как правило, только в том случае, когда они
представляют собой тела вращения, имеющие отверстия, оси которых совпадают с
осью вращения детали. Для базирования тел вращения достаточно только двух баз –
осевой, совпадающей с их осью вращения, которая определяет размеры детали в ее
поперечных сечениях, и поверхностной, определяющей размеры детали вдоль этой
осевой базы.
- Для картера редуктора (нижней части
разъемного корпуса), в связи с вышеизложенным, в качестве литейных баз
рекомендуется использовать три, расположенные по соответствующим осям
пространственной системы координат, необрабатываемые поверхности его опорного
фланца (опорных лап), а за базу механической обработки – принимать привалочную плоскость этого фланца, которой корпус
редуктора опирается на подредукторную плиту или раму.
- Для крышки картера редуктора (верхней части разъемного корпуса) за
литейные базы целесообразно принимать три, расположенные по соответствующим
осям пространственной системы координат, необрабатываемые поверхности ее
стыковочного (с картером) фланца, а за базу механической обработки –
плоскость, по которой она стыкуется с картером редуктора.
- Если корпус редуктора не имеет разъема, то в этом случае за базы
принимают те же поверхности, что рекомендуется выбирать для баз картера
корпуса, имеющего разъем.
- При наличии у корпуса редуктора двух разъемов (рис. 1.6) за литейные
базы его промежуточной детали (вставки корпусной), имеющей два стыковочных
фланца, принимают соответствующие «черные» поверхности более жесткого из них, а
за базу механической обработки – стыковочную плоскость этого фланца. Для
вставки корпусной редуктора, показанного на рис. 1.6, таким фланцем является ее
верхний фланец, имеющий прилитые грузовые крюки, которые повышают его жесткость
по сравнению с нижним стыковочным фланцем.
Для картера и крышки корпуса редуктора, имеющего два разъема, базы
выбирают аналогично их выбору для картера и крышки корпуса с одним разъемом.
1.5. Рассеивание значений размеров отливки и его влияние на конфигурацию литых деталей
Основными причинами, вызывающими рассеивание значений размеров отливок,
которые получают литьем в одноразовые песчаные формы, являются:
- неизбежные отклонения от своего номинала размеров модельной оснастки;
- возможное смещение (на величину зазора между штырями, центрирующими
опоки, и их отверстиями) одной опоки относительно другой, приводящее к
существенному изменению толщины стенок отливки;
- возможное смещение стержня (из-за неточностей его установки в литейную
форму и попадания грязи на поверхности стыков стержня с опоками и опок между
собой);
- изменение размеров литейной формы, обусловленое
выемкой из нее модели;
- изменение размеров стержней при сушке;
- рассыхание деревянных моделей при их хранении.
Отклонения (от номинальных значений) размеров отливок из серого чугуна
и стали, а также величину припусков на механическую обработку их обрабатываемых
поверхностей, регламентируют ГОСТ 1855 – 55 и ГОСТ 2009–55. В зависимости от
величины допускаемых отклонений размеров отливок этими стандартами установлены
три класса точности их исполнения. Наименьшие отклонения размеров имеют
отливки, выполненные по 1-му классу точности.
На рис. 1.8,а–в показаны
усредненные значения допускаемых отклонений размеров чугунных и стальных
отливок различных классов точности при литье в одноразовые песчаные формы в
зависимости от наибольшего габаритного размера «А» отливок для различных
расстояний «L» от их литейной базы (выбор баз см. разд. 1.4). На рис. 1.8, г
показаны допускаемые значения отклонений размеров отливок из силумина.
Величина припуска на механическую обработку «чистых» поверхностей
отливки зависит от класса точности отливки и ее размеров, номинального
расстояния от этих поверхностей до литейной базы отливки и от их положения
именно при заливке металла в
литейную форму (внизу, вверху, сбоку), вида материала отливки.
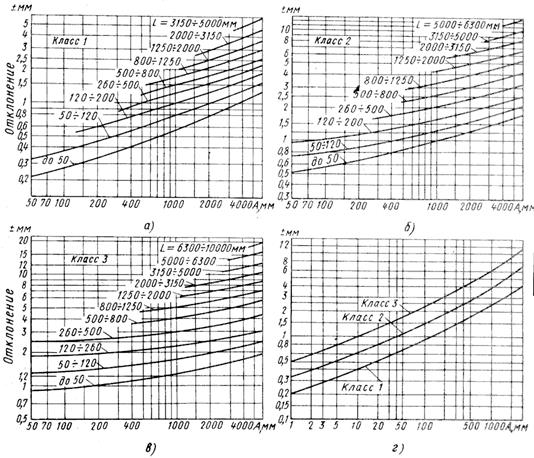
Рис.
1.8. Допускаемые отклонения размеров отливок: а – в – из чугуна и стали; г – из силумина
На рис. 1.9, а – в приведены усредненные значения припусков по ГОСТ
1855 – 55 на механическую обработку верхних
обрабатываемых поверхностей отливок из серого чугуна в зависимости от
наибольшего габаритного размера «А» отливок различных классов точности для
различных расстояний «L» от этих поверхностей до литейной базы отливки.
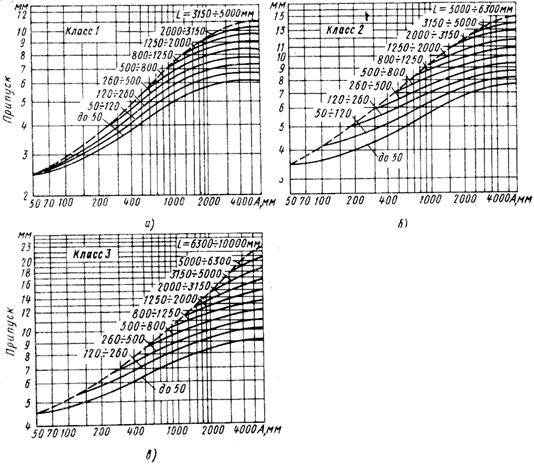
Рис.
1.9. Припуски на механическую обработку верхних поверхностей отливок из серого
чугуна
Значения припусков на механическую обработку нижних и боковых обрабатываемых
поверхностей отливки выбирают на 20…30% меньше, чем у припусков на верхние
поверхности. Это обусловлено тем, что скопление неметаллических включений,
шлаков и других примесей, подлежащих устранению при механической обработке,
происходит, главным образом, в верхних поверхностях отливки.
Припуски для стальных отливок назначают на 25…40% больше, чем чугунных, так как стальные
отливки более склонны к короблению и образованию усадочных раковин, трещин и
других литейных дефектов.
Учет неизбежного рассеивания размеров отливки особенно
необходим при разработке конфигурации внутренней полости корпуса редуктора, участков
сопряжения его «черных» поверхностей с обрабатываемыми поверхностями
стыковочных фланцев и привалочных поверхностей.
При разработке конфигурации участков сопряжения «черных» поверхностей
корпуса редуктора с его механически обрабатываемыми поверхностями необходимо
соблюдать следующие правила:
- выступающие обрабатываемые поверхности корпуса должны быть
расположены выше черных поверхностей на величину «k» (рис. 1.10, а),
достаточную для предупреждения врезания режущего инструмента в соседние
необрабатываемые поверхности (рис. 1.10, б);
- углубленные обрабатываемые поверхности необходимо располагать ниже
черных поверхностей на величину «k» (рис. 1.10, в), необходимую для
предотвращения недохода инструмента (рис. 1.10, г) и
образования черновин;
- толщина стенок, прилегающих к обрабатываемым поверхностям (рис. 1.10,
д), должна быть больше ее конструктивно необходимой величины «m» на величину
«k», достаточную для предупреждения появления недопустимого утонения стенки
(рис. 1.10, е).
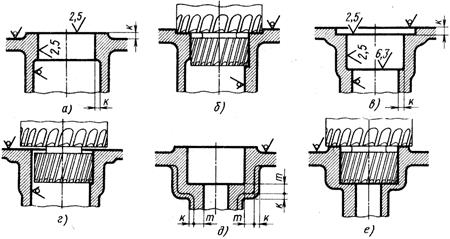
Рис.
1.10. Сопряжения обрабатываемых и черных поверхностей отливки
На рис. 1.11 приведены примеры использования указанных правил при
разработке конфигурации приливов (рис. 1.11, а), бобышек (рис. 1.11, б,в) и опорных фланцев (рис. 1.11,
г,д) корпусных деталей редуктора.
Стыковые плоскости с ближайшими черными стенками отливки необходимо
соединять поверхностями, перпендикулярными к обрабатываемой плоскости, высотой
не менее «k» (рис. 1.12), иначе из-за рассеивания размеров отливки возможно
искажение контура стыка.
Рис.
1.11. Рекомендуемая конфигурация некоторых элементов корпуса: а – приливов; б,в – бобышек; г, д – опорных
фланцев
(k
– возможное смещение литых поверхностей; m – минимальная конструктивно-допустимая
толщина стенок отливки)
0
Рис.
1.12. Рекомендуемые формы стыкуемых поверхностей литых корпусов
Разрабатывая конфигурацию внутренней полости корпуса редуктора, необходимо
учитывать следующее обстоятельство: зазор между поверхностями вращающейся
детали редуктора и литыми поверхностями внутренней полости его корпуса должен
быть не менее некоторой величины «k», компенсирующей неизбежную неточность
положения этих поверхностей в отливке.
Привалочные поверхности корпуса редуктора, во избежание
свисания устанавливаемых на них деталей, также необходимо выполнять с запасом
«k» по всему их контуру.
Величина «k» зависит от точности литья, габаритов отливки, расстояния
от данного элемента до литейной базы и базы механической обработки и
определяется в общем случае расчетом соответствующих размерных цепей. Однако
практическое конструирование нуждается в более простом методе определения
необходимого значения величины «k».
Для нахождения «k» воспользуемся припусками на механическую обработку
(рис. 1.9), поскольку последние определяются теми же параметрами, что и «k»
(наибольшим габаритным размером отливки, расстоянием до литейных баз, классом
точности литья). Во избежание определения базовых расстояний «L», принимаем
верхние пределы припусков (штриховые линии на рис. 1.9), что пойдет в запас
надежности. Учитывая, что на графиках даны максимальные значения припусков (для
верхних поверхностей), введем понижающий коэффициент 0,7.
Подсчитанные таким образом значения «k» для чугунных и стальных отливок
в зависимости от их класса точности и наибольшего габаритного размера «А»,
приведены на рис. 1.13.
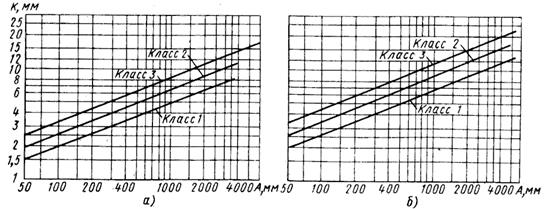
Рис.
1.13. Графики для определения необходимого значения величины k:
а –
чугунных отливок; б – стальных отливок
Непосредственное использование значений «k» целесообразно только при определении
необходимого удаления обрабатываемых поверхностей от черных.
Толщину S стенок бобышек и приливов проще определять по соотношению S=a∙![]() , где
, где ![]() –
средняя толщина стенок отливки; а – коэффициент, равный для I, II и III классов
точности, соответственно 1,5; 1,7; 1,8. Эти соотношения практически
гарантируют от чрезмерного уменьшения толщины стенок бобышек и приливов.
–
средняя толщина стенок отливки; а – коэффициент, равный для I, II и III классов
точности, соответственно 1,5; 1,7; 1,8. Эти соотношения практически
гарантируют от чрезмерного уменьшения толщины стенок бобышек и приливов.
Однако рассеивание размеров отливок оказывает влияние
не только на расположение и конфигурацию элементов литых деталей.
Его наличие необходимо учитывать и при нанесении размеров на рабочих
чертежах (см. разд. 1.6).
1.6. Особенности нанесения размеров на рабочих чертежах литых деталей
Общие правила нанесения размеров деталей на их рабочих чертежах регламентирует
ГОСТ 2.307 – 68. Однако для литых деталей требуется учитывать (по всем трем
осям пространственной системы координат) следующие особенности простановки их
размеров на чертежах, обусловленные неизбежными погрешностями изготовления этих
деталей:
- необрабатываемые поверхности отливок необходимо «привязывать» к
литейной (черновой) базе непосредственно или с помощью других размеров;
- базу механической обработки нужно непосредственно привязать к литейной базе;
- размеры остальных механически обрабатываемых поверхностей отливки
привязывают к базе ее механической обработки непосредственно или с помощью
других размеров;
- недопустима привязка литейных размеров к размерам, получаемым при
механической обработке отливки и наоборот, за
исключением случая (рис. 1.15, б), когда литейная база и база механической
обработки совпадают (при осевом базировании).
На рис. 1.14 показан пример ошибочной (без учета последней из вышеуказанных
особенностей) простановки размеров на чертеже литой детали.
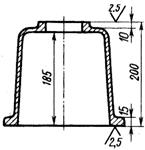
Рис.
1.14. Пример типичной ошибки в простановке размеров на чертеже литой детали
Если на чертеже литой детали нанести ее размеры так, как показано на
рис. 1.14, то в этом случае рассеивание значений толщины верхней горизонтальной
стенки отливки будет определяться величиной рассеивания размеров 200, 10 и 185
мм. Рассеивание размера 200 мм (между обрабатываемыми плоскостями) весьма
незначительно (в пределах довольно узкого допуска на механическую обработку).
Однако положение черных поверхностей (размеры 10 и 185 мм) колеблется в
пределах точности получения отливки, то есть в весьма широких пределах (рис.
1.8). Это может привести к опасному утонению верхней стенки отливки, что
недопустимо.
На рис. 1.15 размеры на изображении детали нанесены с учетом
рассмотренных особенностей их простановки на чертежах литых деталей.
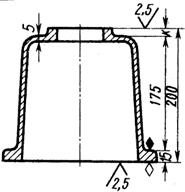
Рис.
1.15. Примеры правильного нанесения размеров на чертеже литой детали:
а –
при наличии только поверхностных баз; б – при совмещенной
осевой и поверхностной базах
На рис. 1.15,а в качестве литейной поверхностной базы, отмеченной
зачерненным ромбиком, выбрана верхняя необрабатываемая поверхность фланца. К
ней размером 15 мм «привязана» поверхностная база механической обработки
(нижняя плоскость фланца, отмеченная светлым ромбиком). К базе механической
обработки привязана (размер 200 мм) обрабатываемая верхняя плоскость. Верхняя
черная поверхность координируется от литейной базы (размер 175 мм), а от нее –
толщина верхней стенки отливки (размер 5 мм).
Расстояние «k» между верхней обрабатываемой
плоскостью и верхней черной поверхностью горизонтальной стенки отливки становится
замыкающим звеном размерной цепи и служит компенсатором отклонений расположения
поверхностей, получаемых литьем. Поскольку размер «k» на чертеже детали не
проставляют (как замыкающий), то его не принимают в расчет при контроле детали.
Разумеется, номинальное значение «k» должно быть больше максимально возможного
смещения верхней стенки в результате неточности литья (рис. 1.13).
Учет влияния других факторов на конфигурацию и размеры литых деталей
рассмотрен в разд. 2 данной работы.
2. Общие рекомендации по
конструированию элементов литых деталей
Правила конструирования литых деталей в основном общие для различных
литейных материалов и способов получения отливок. Исключение составляет литье
по выплавляемым и газифицируемым моделям, при котором модель из литейной формы
не вынимают, а выплавляют, и поэтому отпадают требования к отливке, связанные с
удалением модели из литейной формы.
В этом разделе на примере отливок из серого чугуна, полученных литьем в
одноразовые песчаные формы, рассматриваются общие рекомендации по
конструированию элементов литых деталей, направленные на обеспечение
технологичности получения отливки и ее механической обработки, а также на
предупреждение появления в отливках литейных дефектов. Особенности конструирования,
связанные с производством отливок из других материалов и при других способах
литья, отмечаются попутно.
2.1. Конструкционное обеспечение технологичности получения отливок
Степень технологичности получения отливки определяется степенью
простоты и удобства изготовления модельной оснастки и литейной формы. В связи с
этим для удешевления производства и повышения качества отливок необходимо:
- всемерно упрощать конфигурацию самой отливаемой детали (основой ее
конструкции должно быть какое-либо простейшее тело, ограниченное плоскостями и
поверхностями вращения);
- модель должна беспрепятственно извлекаться из литейной формы, поэтому
элементам отливаемой детали: приливам, ребрам, бобышкам и др., примыкающим к
указанному простейшему телу, необходимо придавать такую форму и располагать их
так, чтобы они при извлечении модели не повреждали отформованные участки
литейной формы;
- конфигурация стержней должна обеспечивать их свободную формовку в
стержневых ящиках и не препятствовать сборке литейной формы;
- крепление стержней в литейной форме не должно препятствовать ее
сборке.
Для свободного извлечения модели из литейной формы необходимо, чтобы на
поверхности модели не было подрезок – выступов или углублений, расположенных перпендикулярно или наклонно к
направлению ее выемки из формы, которые при извлечении модели срезают
отформованные участки.
На рис. 2.1 показан один из примеров подрезки и способов ее устранения.
Литая деталь имеет наклонные ребра. При извлечении модели этой детали из
литейной формы (направление извлечения показано штриховкой, перпендикулярной к
плоскости «А–А» разъема литейной формы) ребра модели будут срезать участки
формы, зачерненные на рисунке.
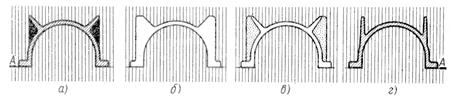
Рис.
2.1. Пример подрезки и способов ее устранения
На рис. 2.2 показана нижняя часть (картер) разъемного корпуса
горизонтального двухступенчатого цилиндрического редуктора. При асимметричном
расположении прилива 1 (на рис. 2.2 показано пунктиром), предназначенного для
установки жезлового маслоуказателя, и при выполнении
бобышек 2 установочного фланца картера по варианту «А», также будет наблюдаться
срезание отформованных участков при удалении модели из литейной формы, которая
имеет плоскость разъема, совпадающую с продольной плоскостью симметрии отливки.
Для устранения подрезки можно выполнить части модели, мешающие ее
выемке из литейной формы, отъемными или выдвижными.
Перед извлечением модели из литейной формы эти части (в данном случае наклонные
ребра или асимметрично расположенный прилив) отнимают или убирают внутрь
модели, после чего модель свободно выходит из формы. По другому способу модель
изготавливают с заполнением подрезаемых участков; такая модель дает форму,
изображенную на рис. 2.1, б. Требуемую конфигурацию получают после извлечения
модели установкой в форме внешних закладных стержней (рис. 2.1, в).
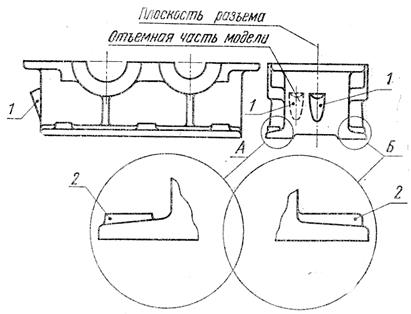
Рис.
2.2. Пример конфигурации и расположения внешних элементов на картере
горизонтального
двухступенчатого редуктора, исключающих подрезку
литейной формы
Все эти способы усложняют и удорожают конструкцию модели и стержневого
ящика, а также сам процесс формовки. Целесообразнее придавать литой детали
конфигурацию, исключающую подрезку.
Так, например, если ребра жесткости
расположить параллельно направлению извлечения модели из литейной формы (рис.
2.1, г; рис. 2.2), прилив 1 расположить симметрично плоскости разъема литейной
формы, совпадающей с плоскостью продольной симметрии картера, а конфигурацию бобышек
2 выполнить по варианту «Б» (рис. 2.2), то в этих случаях модель будет
беспрепятственно выходить из литейной формы.
Из вышеизложенного следует, что при конструировании литых деталей машин
необходимо иметь четкое представление о том, где нужно расположить плоскость
разъема литейной формы и как в форме должна размещаться отливаемая деталь при
заливке металла в форму.
Выбирая расположение плоскости разъема литейной формы, желательно
соблюдать следующие основные правила:
- наибольшая сторона отливаемой детали при заливке металла в литейную
форму должна располагаться горизонтально (в этом случае уменьшается глубина
формы, облегчается набивка опок формовочной смесью, улучшаются условия заливки
металла, выхода газов, охлаждения и пр.);
- плоскость разъема формы должна быть параллельной тем стенкам отливки,
на которых располагается большинство ее выступающих элементов: приливов, ребер,
бобышек и т.п.; в таком случае эти элементы не будут мешать извлечению модели
из литейной формы (рис. 2.2);
- плоскость разъема литейной формы должна обеспечивать удобное и
устойчивое расположение в форме стержней (быть параллельной или
перпендикулярной знакам стержней), если они необходимы для образования
внутренней полости отливки;
- наиболее ответственные (по прочности) части отливки следует
располагать внизу формы, где качество металла всегда выше (металл плотней и
однородней).
Во многих случаях все эти требования совместить не удается, но
стремиться к этому надо.
Для отливок корпусов редукторов наиболее полно всем этим требованиям
соответствует такое расположение плоскости разъема литейной формы, при котором
она будет совпадать с плоскостью их продольной симметрии (рис. 2.2).
С целью более удобного удаления модели из литейной формы, ее
поверхностям (а следовательно, и поверхностям
отливки), перпендикулярным к плоскости разъема формы, необходимо придавать
уклоны. Чем больше уклон, тем легче вынимается модель и тем меньше при ее
извлечении искажаются поверхности литейной формы. Однако чрезмерно большие
уклоны приводят к неоправданному утолщению элементов отливки, перерасходу
материала и скоплению металла в местах переходов, способствующему образованию в
них усадочных раковин. Рекомендуемые значения уклонов показаны на рис. 2.3.
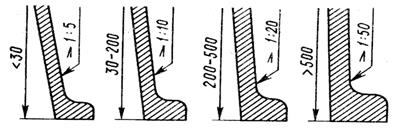
Рис.
2.3. Рекомендуемые значения уклонов поверхностей литых деталей
Различают литейные (формовочные) и конструктивные уклоны. Литейные
уклоны нормирует ГОСТ 3212 – 57. Их не изображают на рабочем чертеже литой
детали, а только оговаривают в одном из пунктов технических требований,
формулируя его следующим образом: «Литейные уклоны по ГОСТ 3212 – 57». Поэтому
конкретную величину литейных уклонов задает технолог-литейщик при разработке
модельной оснастки, а не конструктор, проектирующий литую деталь. В этом случае
при назначении размеров детали возможны конструкторские ошибки.
Так, например, у литой детали (рис. 2.4) торец фланца протачивается до
образования цилиндрической поверхности диаметром 560 мм, т.е. на 10 мм больше
диаметра 550 мм ее необрабатываемой (черной) литой поверхности.
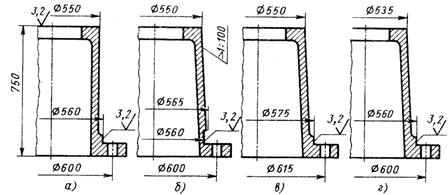
Рис.
2.4. Влияние литейных уклонов на конфигурацию литых деталей машин
Такая конфигурация детали – невыполнима, так как при стандартном
литейном уклоне 1:100 (выбранном, в соответствии с требованиями ГОСТ 3212 – 57,
технологом-литейщиком при высоте отливки 750 мм) диаметр черной поверхности у
основания детали составлял бы 550+2∙750∙0,01 = 565 мм, вследствие чего при
протачивании торца фланца режущий инструмент врезается в стенку детали (рис.
2.4, б). Необходимо или
увеличить диаметр обрабатываемой цилиндрической поверхности до 575 мм, что
влечет за собой увеличение диаметра окружности расположения
центров отверстий под болты с 600 до 615 мм (рис. 2.4, в), или (если
конфигурация фланца задана) уменьшить диаметр верхней части детали до 535 мм
(рис. 2.4, г).
В связи с этим там, где это целесообразно (особенно
для крупногабаритных отливок), литейные уклоны желательно заменять
конструктивными.
Конструктивные уклоны (в отличие от литейных) изображают на рабочем
чертеже детали, а их величина не регламентируется стандартами. Ее (в
зависимости от протяженности поверхности) назначает (рис. 2.3) и указывает на
рабочем чертеже литой детали конструктор, а не технолог. Все это резко снижает
вероятность появления конструкторских ошибок при разработке конфигурации литых
деталей машин.
Наиболее технологичной будет такая конфигурация внутренней полости
отливки, которая для своего формообразования не требует использования стержней,
усложняющих производство отливок и повышающих стоимость деталей.
Бесстержневую формовку допускают только сравнительно
неглубокие открытые полости, у которых в обязательном
порядке отсутствуют подрезки, т.е. элементы, расположенные перпендикулярно или
наклонно к плоскости разъема литейной формы (рис. 2.5).
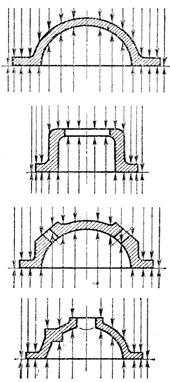
Рис.
2.5. Примеры конфигурации внутренних полостей литых деталей
машин,
допускающих бесстержневую формовку
Если возможно бесстержневое формообразование внутренней
полости отливки, то в этом случае модели придают конфигурацию, точно
соответствующую конфигурации изделия. При заформовке
такой модели получается негативный отпечаток полости отливки (литейный болван).
Глубину внутренних полостей отливок, получаемых при помощи болванов,
ограничивает их предельная высота. Предельную высоту болванов определяют состав
формовочной смеси, способ формовки, положение болвана в литейной форме и
соотношение между высотой и шириной его поперечного сечения (рис. 2.6).
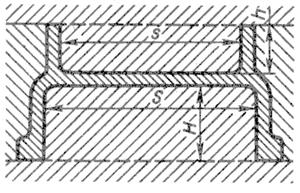
Рис.
2.6. К определению высоты литейных болванов
При ручной формовке обычными формовочными смесями допускаемая высота H
болванов, расположенных в нижней опоке на своем основании,
H=0,8S.
Высота h болвана верхней опоки, находящегося в подвешенном состоянии,
h=0,3s.
Здесь S и s – ширина поперечного сечения, соответственно, нижнего и
верхнего литейных болванов.
При использовании упрочненных литейных форм (формовочные смеси с
бентонитом, с крепителями; поверхностно-подсушиваемые, химически твердеющие
формы и т.д.), а также при машинной формовке, высоту болванов (а следовательно,
и глубину полости в отливке ) можно увеличить на
30…50% против приведенных соотношений.
Помимо этого, необходимо отметить еще одно обстоятельство: в
конструкциях литых деталей не должно быть узких полостей, глубоких карманов
малого сечения и т.д. (рис. 2.7, а; в).
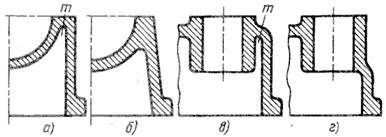
Рис.
2.7. Примеры усиления внутренних элементов литейных форм
Такие полости плохо заполняются формовочной смесью; в литейной форме
они образуют весьма непрочные столбчатые или ленточные выступы «m», осыпающиеся
при извлечении из нее модели и транспортировке литейных форм, а также легко
смываемые потоком жидкого металла при его заливке в форму. Способы устранения
таких участков показаны на рис. 2.7, б; г.
Если глубина полости или наличие в ней подрезок (рис. 2.8, а) не
допускают применение литейных болванов, то тогда при ее формовании неизбежно
использование стержней. Модель, выполняемая в таком случае сплошной (а не
полой, как при использовании болванов), оставляет в литейной форме отпечаток,
показанный на рис. 2.8, б, а внутреннюю полость образуют стержнем (рис. 2.8,
в), устанавливаемым в форму после удаления из нее модели. Иногда достаточно
лишь некоторого изменения конфигурации детали (рис. 2.8, г), чтобы ее получение
можно было перевести на бесстержневую формовку.
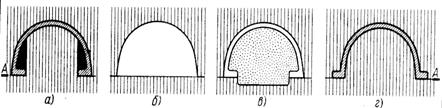
Рис.
2.8. Схема формования внутренней полости отливок при помощи стержня
Если применение стержней по тем или иным причинам неизбежно, то
конфигурацию полости отливки (для упрощения конструкции стержней и стержневых
ящиков) рекомендуется образовывать простейшими линиями: прямыми, дугами
окружностей и т.д. Необходимо также обеспечить точность и устойчивость
положения стержней в литейной форме. Несоблюдение этого условия приводит к
неисправимому браку – недопустимой разностенности
отливки. Основной и наиболее простой является установка стержней на знаках. Для
выхода знаков используют отверстия в корпусе редуктора, предназначенные для
установки в них подшипников редукторных валов.
2.2 Предупреждение появления литейных дефектов
При конструировании литых деталей машин необходимо учитывать
возможность появления в отливках различных литейных дефектов, основными из
которых являются: усадочные и газовые раковины, пористость (рыхлоты), трещины,
коробление отливок, неоднородность механических характеристик (предела
прочности, твердости и др.) металла в различных частях детали. Возникновение
этих дефектов обусловлено:
- недостаточно интенсивным заполнением литейной формы
расплавленным металлом;
- затрудненным выходом из формы воздуха, паров и газов, выделяющихся из
формовочной смеси и стержней при заливке в нее жидкого металла, а также из
самой отливки при ее остывании (в результате понижения растворимости газов в
металле с уменьшением его температуры);
- неравномерным охлаждением (затвердеванием) элементов отливки,
вызывающим неравномерную усадку ее металла в литейной форме и (как следствие
этого) возникновение в стенках отливки внутренних напряжений.
Появлению внутренних напряжений способствуют и различные выступающие
элементы отливки, расположенные в направлении, поперечном направлению усадки ее
основного тела, вследствие чего происходит так называемое механическое
торможение усадки.
Повышенные значения внутренних напряжений вызывают коробление отливки и
могут привести к возникновению трещин. Однако первопричиной появления
большинства из вышеуказанных дефектов литья все же является неравномерное
остывание (затвердевание) различных частей отливки. В связи с этим при
проектировании литых деталей машин в первую очередь необходимо соблюдать следующие
правила конструирования, направленные на обеспечение одновременности
затвердевания их элементов:
- стенки отливки должны иметь минимально возможную толщину;
- необходимо всемерно избегать местных скоплений металла, утолщений
стенок, а тем более – массивов;
- соседние стенки отливки нужно сопрягать между собой только плавными
переходами;
- элементам отливки, остывающим в условиях пониженной теплоотдачи
(внутренние стенки, ребра жесткости и др.), необходимо (для ускорения
затвердевания) уменьшать размеры их сечений;
- переходы между стенками различной толщины должны быть плавными;
- если наличие местных утолщений стенок или массивов все же неизбежно,
то их соединения со стенками нужно выполнять с пологим утолщением по
направлению в их сторону или усиливать эти соединения ребрами.
Толщину стенок отливок
назначают с учетом следующих основных соображений.
У стенок литых деталей из-за различия условий кристаллизации прочность
неодинакова по их толщине. Прочность максимальна в поверхностном слое стенок,
где металл, вследствие повышенной скорости охлаждения, приобретает
мелкокристаллическую структуру и где образуются благоприятные для прочности
напряжения сжатия. В поверхностном слое чугунных отливок преобладают перлит и
цементит. Сердцевина стенок, застывающая медленнее, имеет крупнокристаллическую
структуру с преобладанием феррита и графита. В ней нередко (особенно при
значительной толщине стенки) образуются дендритные кристаллы и возникают
усадочные раковины и пористость.
Чем толще стенка отливки, тем резче разница между прочностью ее
сердцевины и поверхностной корки. В связи с этим увеличение толщины стенок не
сопровождается пропорциональным увеличением прочности отливок.
По этим причинам, а также для снижения расхода металла и массы отливки,
целесообразно выполнять литые детали с технологически минимальной толщиной их
стенок.
Необходимую жесткость и прочность детали в этом случае обеспечивают оребрением, приданием ей сводчатых, конических и тому
подобных форм (рис. 2.9).
Рис.
2.9. Примеры способов обеспечения необходимой
прочности
и жесткости тонкостенных отливок
Технологически минимальная толщина стенок отливки определяется
условиями хорошего заполнения литейной формы расплавленным металлом при ее
заливке. Поэтому чем больше размеры отливки и хуже литейные свойства (жидкотекучесть) ее материала, тем больше должна быть
толщина ее стенок. В связи с этим рекомендуемую величину технологически
минимальной толщины стенок отливки Smin назначают
(на основании опытных данных) в зависимости от материала отливки и ее
приведенного габаритного размера N (рис. 2.10).
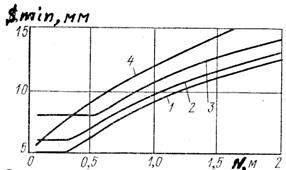
Рис.
2.10. Зависимость технологически минимальной толщины стенки Smin
литой детали от ее материала
и
приведенного габаритного размера N: 1 – серый чугун СЧ 12; 2 – СЧ 15; 3 – СЧ
18; 4 – сталь
Под приведенным габаритным размером отливки N понимается размер коробчатой отливки кубической формы, которая
по своим литейным свойствам эквивалентна рассматриваемой отливке. Его
рекомендуется [3, с. 313] определять по следующей формуле:
![]()
где L, B и H – габаритные размеры (длина, ширина и высота) отливки, м.
Толщину стенки, получаемой
литьём в землю, можно вычислить для известного приведённого габарита корпуса по
эмпирическому выражению
![]()
коэффициенты которого a, b, c и d представлены в табл. 1.
Таблица 1. Коэффициенты для
определения допустимых толщин стенок литого корпуса
|
Материал корпуса |
Коэффициенты к выражению (1) |
|||
|
a, мм |
b, мм |
c |
d, мм |
|
|
Чугун
серый |
2,00 |
234,30 |
0,750 |
4,00 |
|
Сталь
углеродистая |
1,64 |
137,10 |
0,758 |
4,36 |
|
Алюминиевые
литейные сплавы |
6,19 |
1285,20 |
0,679 |
1,81 |
Толщину наружных ребер литых
деталей машин назначают с учетом следующих соображений.
В том случае, когда ребро (рис. 2.11, а)
затвердевает позднее, чем стенка детали, в нем при усадке отливки (направление
усадки показано на рисунке штриховыми стрелками) возникают напряжения
растяжения (сплошные стрелки), весьма неблагоприятно влияющие на его прочность.
Если же ребро затвердевает раньше стенки (рис. 2.11, б), то в нем возникают
благоприятные для прочности детали напряжения сжатия.
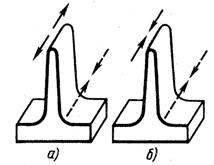
Рис.
2.11. Схема возникновения в ребрах усадочных напряжений:
а – растяжения; б – сжатия
Более быстрого остывания ребер достигают
уменьшением их толщины по сравнению с толщиной стенки, к которой они примыкают.
В связи с этим толщину s наружных ребер у их вершин назначают в пределах
(0,65…0,75)S, где S – толщина стенки, к которой они примыкают (верхний предел
относится к стенкам толщиной S < 10 мм, нижний – к стенкам толщиной S ≥ 10 мм), но не менее Smin
(рис. 2.10).
Внутренние стенки и ребра литых деталей машин
из-за ухудшенного (по сравнению с внешними)
теплоотвода охлаждаются медленнее, чем наружные, поэтому их толщину (по условию
одновременного затвердевания с наружными) назначают равной 0,8 толщины наружных
стенок и ребер, но не менее Smin (рис.
2.10).
Толщину стыковочных и опорных фланцев, лап,
бобышек и др. элементов литых деталей назначают по условиям обеспечения их
прочности и жесткости. Обычно толщины этих элементов отливки назначают в
пределах (1,5…2,5)S, где S – толщина стенок отливки, к которым они примыкают, мм.
Места установки
подшипниковых опор в корпусах обычно выполняются утолщёнными и подкрепляются
рёбрами жесткости.
Более конкретные рекомендации по назначению
толщины этих элементов литых деталей связаны с их конкретными конструкциями и
рассмотрены в разд. 3 данной работы.
Сопряжение
стенок литой детали между собой и другими ее элементами обязательно должно быть
плавным и без лишних скоплений металла.
При сопряжении стенок, расположенных под
углом друг к другу (рис. 2.12, а), вследствие встречи линий тепловых потоков,
во внутреннем углу такого соединения образуется «горячий» узел, замедляющий их
остывание. Кроме того, такое соединение затрудняет заполнение литейной формы
жидким металлом при ее заливке и препятствует усадке отливки. Плавность
сопряжения стенок, обеспечиваемая в первую очередь закруглением входящих углов
– галтелями (рис. 2.12, б), устраняет встречность
тепловых потоков и улучшает заполнение формы металлом.
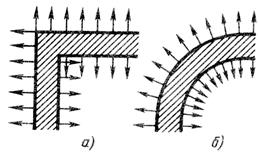
Рис.
2.12. Схемы тепловых потоков в угловом сопряжении стенок отливки
Однако при этом необходимо иметь ввиду, что вредны как чрезмерно
малые, так и чрезмерно большие значения радиусов галтелей (рис. 2.13).
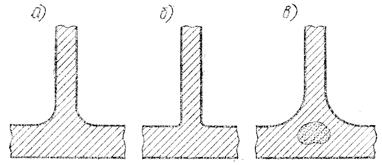
Рис.
2.13. К выбору величины радиуса галтелей
В первом случае (рис. 2.13, б) затрудняется
заполнение литейной формы металлом, возникает склонность к короблению и
образованию трещины. Во втором случае (рис. 2.13, в) получается местное
скопление металла, которое служит причиной образования усадочных раковин.
Типовые формы сопряжения стенок литой детали
между собой показаны на рис. 2.14, с фланцами и приливами – на рис. 2.15, с бобышками
– рис. 2.16, с ребрами – рис. 2.17 данной работы.
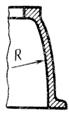

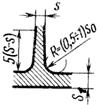
Рис.
2.14. Типовые формы сопряжения между собой стенок литых деталей машин
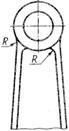
При сопряжении стенок галтелями с радиусами R=(1,5…2,0)S, где S–толщина
сопрягаемых стенок детали, мм, описанными из одного центра (рис. 2.14, а), возможно
опасное утонение стенки на таком переходном участке (вследствие смещений
стержня при его установке в литейную форму и заливке в нее жидкого металла).
Поэтому сопряжения стенок лучше делать радиусами, описанными из разных центров.
Наружный радиус такого сопряжения делают равным от 1,0 (рис. 2.14, б) до 0,7
(рис. 2.14, в) его внутреннего радиуса R. Для улучшения теплоотдачи, повышения
жесткости и предупреждения возникновения усадочных трещин на сопряжениях
стенок, имеющих малую толщину (S<8 мм), необходимо предусматривать внутренние
ребра (рис. 2.14, г).
Во всех случаях, когда позволяет конструкция, целесообразно применять
максимальные радиусы переходов, допускаемые конфигурацией детали (рис. 2.14,
д).
Стенки, сходящиеся под тупым (свыше 105°) углом (рис. 2.14, е),
соединяют галтелями с радиусами R=(50…100)S. Однако в таких случаях лучше
применять криволинейные стенки, описанные одним большим радиусом R (рис. 2.14,
ж).
Следует избегать расположения стенок под острым (менее 75°) углом. Если
такое расположение стенок неизбежно, то их сопряжение рекомендуется оформлять
так, как показано на рис. 2.14, з.
При определении радиусов сопряжений стенок, имеющих различную толщину
(S1>S), используют приведенные выше соотношения, заменив в них S средним
арифметическим S0=0,5(S+S1) толщин сопрягаемых стенок.
Конфигурация сопряжения таврового соединения стенок литых деталей
зависит от соотношения их толщин. На рис. 2.14, и показана конфигурация такого
сопряжения, рекомендуемая при S1/S≤2. При S1/S>2 стенки необходимо
соединять клиновидным переходным участком длиной l≥5(S1-S) (рис. 2.14, к).
Конфигурация сопряжений стенок отливки с ее фланцами и приливами также
зависит от соотношения толщины стенки S с толщинами S1 фланцев и
приливов (рис. 2.15).
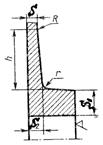
Рис.
2.15. Рекомендуемые формы сопряжения стенок литых
деталей
с фланцами и приливами, к ним примыкающими
При S1/S≤2 рекомендуется сопряжение этих элементов,
показанное на рис. 2.15, а. Если S1/S>2, то в этом случае стенки с
фланцами и приливами необходимо соединять клиновидным переходным участком (рис.
2.15, б; в) длиной h≥4(S1-S)
и с толщиной у основания S2=1,5S.
Радиусы галтелей в рассматриваемых
сопряжениях стенок должны составлять: r=0,5S, а R=1,5S.
В продольном сечении
бобышки соединяют со стенками литой детали галтелями, имеющими радиусы R=(2…3)S
и R1 =(1,20…1,25)d, где S – толщина стенки, мм; d – наружный диаметр
резьбы в отверстии бобышки, мм, без уклонов (рис. 2.16, а) или с наличием
уклонов 1:1 (рис. 2.16, б), либо 1:2 (рис. 2.16, в). Иногда для повышения жесткости, улучшения
условий заполнения литейных форм жидким металлом и предупреждения возникновения
усадочных трещин в соединениях бобышек (особенно внутренних) со стенками
отливки предусматривают ребра (рис. 2.16, г).
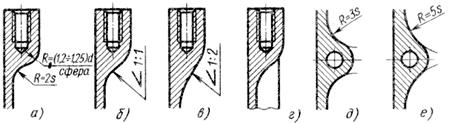
Рис.
2.16. Рекомендуемые формы сопряжения стенок литых
деталей
с бобышками, к ним примыкающими
В поперечных сечениях бобышки соединяют со
стенками галтелями, имеющими радиусы R=(3…5)S (рис. 2.16, д-е).
Оребрение литых корпусных деталей редукторов в
основном применяют для увеличения их жесткости и как средство повышения
качества отливок.
Целесообразное расположение ребер позволяет не только повысить жесткость и
прочность отливки, но и улучшить питание ее элементов жидким металлом при
заливке литейных форм, снизить неравномерность их охлаждения и предупредить
возникновение усадочных раковин и трещин. В связи с этим ребра следует
подводить к узлам жесткости – участкам изменения направлений стенок (рис. 2.17,
г) и скопления металла (фланцам, приливам и др.) (рис. 2.17, в; д; е).
На рис. 2.17, а; б показаны рекомендуемые
формы поперечного сечения ребер.
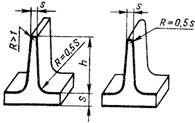
![]()


Рис.
2.17. Рекомендуемая конфигурация ребер литых деталей
Поверхности ребер, расположенных в плоскости,
перпендикулярной к плоскости разъема литейной формы, необходимо выполнять с
уклоном. Рекомендуется [3, с. 314] уклон поверхностей ребер назначать, исходя
из следующих данных:
|
Высота ребра h, мм |
До 20 |
21–50 |
51–80 |
81–120 |
121–180 |
Св.180 |
|
Рекомендуемый конструктивный уклон,
0 |
7,1 |
6,5 |
4,4 |
3,4 |
2,8 |
2,3 |
У верхушки ребер обязательны галтели радиусом
не менее 1 мм (рис. 2.17, а). Верхушки ребер, имеющих толщину s≤8 мм, закругляют одной галтелью радиусом
R=0,5s (рис. 2.17, б). Основание ребер соединяют со стенкой галтелями радиусом
R=0,5s, где s – толщина стенки, к которой примыкает
ребро, мм (рис. 2.17, а).
Высоту ребер h (рис. 2.17, а) назначают в
пределах (3…6)S. Более низкие ребра уменьшают момент сопротивления сечения
изгибу и снижают прочность детали, не увеличивая существенно ее жесткость.
Более высокие ребра плохо отливаются (вследствие ухудшения условий заполнения
литейной формы жидким металлом).
Переходные участки соединения ребер с
поверхностями приливов и фланцев (рис. 2.17, в и рис. 2.17, д) рекомендуется
осуществлять галтелями, имеющими радиус R≥3…8 мм.
Ребрам необходимо придавать наиболее простые
формы. Вогнутые ребра (рис. 2.18, а) нецелесообразны по прочности; при работе
на изгиб и растяжение в них возникают высокие напряжения, пропорциональные
степени их вогнутости. Выпуклые ребра (рис. 2.18, б) – неэстетичны
и утяжеляют деталь. В связи с этим целесообразно применение прямых ребер (рис.
2.17, г–е), наиболее технологичных и прочных при работе на растяжение – сжатие
и изгиб.
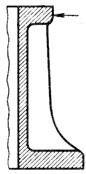
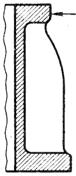

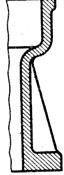
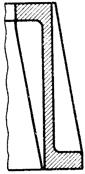
Рис.
2.18. Нерекомендуемые к применению конструкции ребер литых деталей
Не рекомендуется выводить ребра на
необрабатываемые поверхности фланцев (рис. 2.18, в), так как на участках «m» в
этом случае будет затруднена формовка. Целесообразно располагать ребра ниже
необрабатываемых поверхностей фланцев на величину R, равную радиусу закруглений
фланцев (рис. 2.17, д).
Ребра необходимо подводить непосредственно к
узлам жесткости (рис. 2.17, г), так как в противном случае (рис. 2.18, г) резко
снижается местная жесткость детали.
Ребра также должны быть расположены ниже
обрабатываемых поверхностей детали (рис. 2.17, е) на величину «k», значения
которой выбирают по графикам рис. 1.13 в зависимости от материала отливки,
степени точности ее изготовления и наибольшего из габаритных размеров детали. В
противном случае (из-за неизбежных производственных отклонений размеров,
возникающих в процессах литья и механической обработки детали) возможна
подрезка ребер (рис. 2.18, д), резко снижающая их прочность, что недопустимо.
Найденные по вышеприведенным ориентировочным
соотношениям радиусы галтелей округляют до ближайших стандартных размеров (по
ряду Rа20 ГОСТ 6636 – 69). Для радиусов галтелей отливок обычно
используют следующие числа этого стандартного ряда: 1, 3, 5, 8, 10, 15, 20, 25,
30 и 40мм. Так как небольшое изменение радиусов сопряжений мало влияет на
качество отливки, то в целях унификации элементов модели, сокращения
разнообразия шаблонов и инструментов, требующихся для ее изготовления и
контроля, необходимо всемерно уменьшать количество различных радиусов и
галтелей, применяемых в отливках данного изделия.
Преобладающий радиус закруглений элементов
литой детали на ее рабочем чертеже не проставляют, а указывают в одном из
пунктов технических требований, формулируя его следующим образом: «Неуказанные
радиусы … мм».
Однако нужно отметить, что оребрение корпусов редукторов необходимо не только для
повышения их прочности и жесткости. У редукторов, работающих со значительным
тепловыделением (глобоидные, червячные), оребрение
корпусов производят еще и с целью увеличения площади их поверхности теплоотдачи
(охлаждения). В этом случае расположение ребер подчиняют
условию лучшего обтекания их и корпуса редуктора воздухом: при естественном
охлаждении корпуса (конвекцией окружающего воздуха) ребра располагают
вертикально; при искусственном (с помощью вентилятора) – вдоль искусственно
созданного направления потока воздуха.
Толщина рёбер жёсткости и охлаждающих рёбер принимается
равной толщине стенки или несколько меньше её (δр = (0,8…1)∙δс).
Необходимое количество ребер охлаждения
определяют в ходе теплового расчета редуктора (см., например, [3, с. 356 – 358]), а величину их шага – из условий прочности
отливки и земляной литейной формы. Максимальный шаг ребер tmax,
мм, при котором еще не наблюдается ослабление детали, определяют по следующей
зависимости:
![]()
где sср – толщина ребра в его срединном
сечении, мм;
hср – высота ребра до его срединного сечения, мм;
S – толщина стенки, к которой примыкают ребра,
мм.
Минимально необходимый (для обеспечения
прочности литейной формы) шаг ребер tmin=2S,
где S – толщина стенки, к которой примыкают ребра, мм.
Проектируя литую корпусную деталь, нужно
тщательно просмотреть все места возможного скопления материала с учетом
припусков на механическую обработку, которые существенно влияют на
распределение металла, с целью выявления и устранения массивов (излишнего
скопления материала).
На рис. 2.19, б; г;
д показаны примеры способов устранения массивов «m» в приливах (рис. 2.19, а;
в) литых деталей.
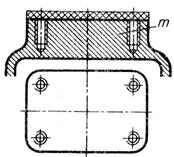
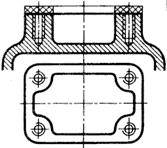
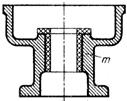
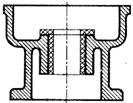
Рис.
2.19. Примеры устранения массивов в приливах литых деталей
На рис. 2.20, б; в представлены примеры
способов устранения массивов (рис. 2.20, а) во фланцах литых деталей.
Рис.
2.20. Примеры устранения массивов во фланцах литых деталей
Однако даже самое тщательное выполнение всех
вышерассмотренных рекомендаций, направленных на обеспечение одновременности
затвердевания различных элементов отливки, вовсе не гарантирует полного
отсутствия в ней остаточных усадочных напряжений. В связи с этим отливки
подвергают стабилизирующей термообработке.
Для устранения остаточных усадочных напряжений
в чугунных отливках их необходимо подвергать искусственному старению (выдержка
5…6 ч при температуре 500…550 0С с последующим медленным охлаждением
вместе с печью). Перед старением нужно произвести предварительную механическую
обработку (обдирку) отливок. Окончательную механическую обработку осуществляют
после их старения.
Еще одним эффективным технологическим
способом не только устранения внутренних напряжений, но и общего повышения
качества отливок является их контролируемое
охлаждение. При таком способе производства отливок жидкий металл заливают в
подогретые литейные формы, в результате чего из формовочной смеси и стержней
удаляются влага, пары и газы, которые при заливке холодных форм вызывают
паровые и газовые раковины и пористость.
После затвердевания (точка солидуса) металла отливки литейную форму медленно
охлаждают, давая выдержки при температурах фазовых превращений металла, когда
происходят наибольшие изменения объема отливки, а также при температурах
перехода металла отливки из пластичного состояния в упругое.
Этот способ устраняет первоисточник усадочных
напряжений, так как в каждый данный момент времени температура всех частей
отливки одинакова. Возникновение усадочных напряжений, обусловленных
торможением усадки отливки внутренними элементами литейной формы, предотвращают
применением податливых формовочных смесей и пористых, ячеистых или полых
стержней.
Стоимость такого процесса немногим превышает
стоимость литья обычным способом с последующей стабилизирующей термообработкой
отливки.
Для предотвращения появления газовых раковин
и пористости конфигурация отливки должна обеспечивать всплывание
неметаллических включений и выход газов, выделяющихся при остывании отливки в
результате понижения растворимости газов в расплавленном металле с уменьшением
его температуры. В связи с этим в отливках нежелательны плоские стенки большой
протяженности, горизонтально располагающиеся при заливке в литейную форму
жидкого металла. Таким стенкам необходимо придавать либо конструктивный уклон
(рис. 2.21, а), либо ту или иную криволинейную форму (рис. 2.21, б; в).
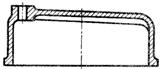
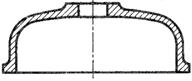
Рис.
2.21. Примеры конфигураций отливок, обеспечивающих выход газов при их остывании
2.3. Конструкционное обеспечение технологичности механической обработки отливок
Механическая обработка принадлежит к числу
наиболее трудоемких и дорогих способов изготовления деталей и составляет до 70%
стоимости изделия. Нужно помнить, что механическая обработка даже простейшего
элемента детали неизбежно связана с затратами времени и средств. Так, например,
в условиях крупносерийного или массового производств корпусных деталей машин
простое сверление какого-либо отверстия приводит к необходимости установки в
производственной поточной линии по их обработке дополнительного станка,
специально предназначенного для выполнения только одной этой операции. В связи
с этим механической обработке у литых деталей машин подвергают только их
посадочные, привалочные и опорные поверхности, а
также те поверхности, выполнение которых литьем неосуществимо или нерационально
– узкие углубления, малые отверстия и т. п.
Для снижения затрат на механическую обработку
при конструировании литых деталей машин необходимо соблюдать следующие основные
правила, направленные на максимальное сокращение трудоемкости обработки при
одновременном обеспечении надлежащего качества изделия.
- Деталь должна быть достаточно жесткой и
удобной для ее закрепления и обработки на металлорежущих станках, так как в
противном случае потребуется применение сложных и дорогостоящих станочных
приспособлений.
- Обрабатываемые поверхности необходимо четко
отделять от черных (необрабатываемых). Рекомендации по разработке сопряжений
обрабатываемых поверхностей отливок с их черными поверхностями рассмотрены в подразд. 1.5 данной работы.
- Конфигурация детали должна обеспечивать
удобный (рис. 2.22, а) подход режущего инструмента к ее обрабатываемым
поверхностям. В связи с этим крайне нежелательно наличие обрабатываемых
поверхностей во внутренней полости корпусной детали (рис. 2.22, б).
Рис.
2.22. Примеры обеспечения удобства подхода режущего
инструмента
к обрабатываемым поверхностям детали
На рис. 2.22, в
показано, как с помощью изменения конструкции
закрепления смазочной шестерни исключена обработка в труднодоступном месте
картера редуктора.
- Конфигурация детали (помимо удобства
подхода) должна также обеспечивать удобное врезание и выход режущего
инструмента. Так, например, во избежание увода и поломки сверл поверхность
детали, с которой соприкасается сверло в начале сверления, и поверхность
детали, имеющаяся на выходе сверла, должны быть перпендикулярны к его оси (рис.
2.23, а). В свою очередь оси отверстий рекомендуется располагать
перпендикулярно базовой плоскости детали (рис. 2.23, б), поскольку угловое
расположение отверстий (рис. 2.22, а; 2.23, в) потребует предварительной подфрезеровки его входного участка и установки изделия на
станке с поворотным столом или в поворотном станочном приспособлении, что
усложняет обработку и повышает ее стоимость.

Рис.
2.23. Примеры обеспечения удобства врезания и выхода сверла
- Площадь обрабатываемых поверхностей детали
необходимо всемерно сокращать до конструктивно необходимого минимума (рис.
2.24). В особенности это относится к посадочным отверстиям корпусных деталей
(рис. 2.24, г), для которых требуется высокая точность исполнения их формы и
размеров.
Рис.
2.24. Примеры конфигураций основных элементов литых корпусных деталей,
позволяющих
сократить площади их обрабатываемых поверхностей:
а – опорных фланцев; б – платиков;
в – опорных лап; г – посадочных отверстий
подшипниковых гнезд
- Плоские обрабатываемые поверхности нужно
располагать так, чтобы эти поверхности можно было обрабатывать «напроход» (сквозным способом) со свободным входом и выходом
режущего инструмента за пределы этих поверхностей.
На рис. 2.25, а показана нетехнологичная
конструкция корпусной детали, так как ход режущего инструмента (торцовой фрезы)
вдоль ее обрабатываемой поверхности ограничен стенками детали. Поэтому каждую
деталь приходится обрабатывать индивидуально, затрачивая много времени на
подвод, вывод фрезы и настройку инструмента «в размер».
Рис.
2.25. Пример возможного перевода детали на сквозную обработку ее плоской
поверхности
В конструкции с выступающей обрабатываемой
поверхностью (рис. 2.25,б) фреза, которую предварительно устанавливают на
необходимую высоту (одинаковую для всей партии этих деталей, поступившей на
обработку), работает напроход, обрабатывая плоскость
с одинаковой шероховатостью по всей ее поверхности при высокой
производительности.
Конфигурация бобышек, которая показана на
рис. 2.26,а, не позволяет применить сквозную обработку их поверхностей,
предназначенных под крепежные гайки. Эти поверхности в рассматриваемом случае
приходится обрабатывать каждую отдельно.
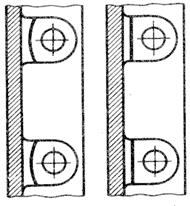
Рис.
2.26. Пример целесообразной конфигурации
обрабатываемых
поверхностей бобышек
Изменив соответствующим образом форму бобышек
(рис. 2.26, б), их поверхности можно обрабатывать напроход.
В конструкции корпуса редуктора, показанной
на рис. 2.27, а, торцы подшипниковых гнезд расположены в одной плоскости. В
связи с этим их можно фрезеровать напроход торцовыми
фрезами, предварительно установленными на необходимый размер, чего не позволяет
сделать конструкция корпуса, которая изображена на рис. 2.27, б.
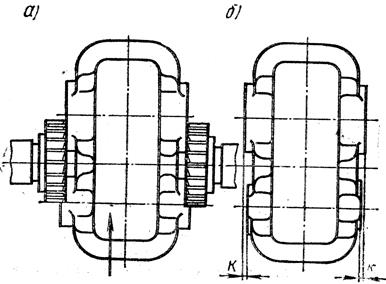
Рис.
2.27. Пример целесообразного расположения
торцов
подшипниковых гнезд корпусной детали
Сквозная обработка резко повышает
производительность. Она устраняет переналадку станка при обработке торцов
других подшипниковых гнезд корпуса редуктора, а также необходимость выдерживать
размер К (рис. 2.27, б).
Обработка сквозным способом позволяет
организовать поточную обработку партии корпусов, установленных в ряд, что
особенно важно в условиях крупносерийного и массового производств редукторов.
Кроме того, при сквозной обработке легче всего обеспечивается точность формы и
взаимного расположения поверхностей (плоскостность, параллельность и
перпендикулярность плоских поверхностей детали; цилиндричность,
соосность и параллельность отверстий и пр.).
- Все плоские обрабатываемые поверхности
желательно (для удобства базирования и обработки) располагать параллельно или
перпендикулярно базовой поверхности корпусной детали (рис. 2.28).
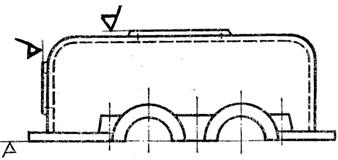
Рис.
2.28. Пример технологичного расположения торцовых
поверхностей
приливов корпусной детали редуктора
- Все отверстия (гладкие и резьбовые)
желательно выполнять сквозными, так как «глухие» отверстия требуют точного
останова инструмента, а при нарезании резьбы – еще и применения нескольких
метчиков. Затруднен и контроль качества изготовления глухих отверстий.
- Крайне нежелательно применение в корпусных
деталях резьбовых отверстий с наружним диаметром
резьбы менее 6 мм, так как такие резьбы нельзя нарезать на станках, а нарезание
резьб вручную весьма непроизводительно.
- Следует избегать глубоких отверстий,
обработка которых, помимо увеличения времени на их сверление, требует
применения специальных (более дорогих) сверл и повторных выводов инструмента,
необходимых для удаления стружки. Рекомендуемая длина гладкого отверстия – не
более трех его диаметров, а резьбовой части отверстия – не более двух
диаметров.
- Конфигурация корпусных деталей должна
допускать возможность обработки их точных соосных и параллельных отверстий в
одной операции на одном станке, с одного установа
детали, что облегчает получение требуемой соосности и
точности межосевых расстояний. В связи с этим в корпусных деталях редукторов
отверстия под подшипники целесообразно делать с одинаковыми (рис. 2 29, а) или
со ступенчатоубывающими (по ходу режущего
инструмента) диаметрами (рис. 2.29, б).
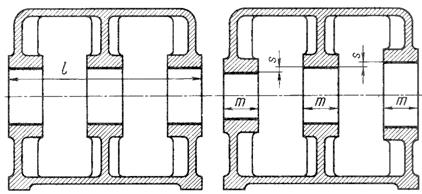
Рис.
2.29. Пример конфигураций отверстий, позволяющих вести
их
сквозную обработку с одного установа детали
Систему отверстий, показанную на рис. 2.29,
б, обрабатывать проще и производительнее. Если разность S радиусов смежных
отверстий больше величины припуска на их механическую обработку, то ход
режущего инструмента (борштанги) относительно изделия при растачивании
отверстий сокращается до величины несколько большей максимальной из длин «m»
обрабатываемых отверстий; все отверстия обрабатывают одновременно. В
конструкции с отверстиями одинакового диаметра ход борштанги будет во много раз
больше, так как в этом случае он должен превышать расстояние l между крайними точками обрабатываемых поверхностей (рис. 2.29, а).
- Следует всемерно избегать посадочных
отверстий с уступами (рис. 2.30, а) или канавками (рис. 2.30, б), так как
обработка и контроль таких отверстий значительно труднее, чем гладких отверстий.
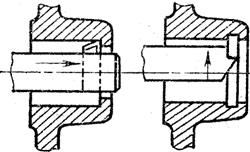
Рис.
2.30. Примеры нетехнологичных конфигураций
посадочных
отверстий корпусных деталей
- Необходимо избегать излишне точной
механической обработки, что обусловлено гиперболической зависимостью стоимости
детали от точности ее изготовления. Поэтому в каждом конкретном случае следует
назначать самую низкую точность изготовления, при которой еще обеспечиваются
правильная работа узла и условие взаимозаменяемости. Так,
например, для нормальной работы подшипников диаметры посадочных отверстий
подшипниковых гнезд корпусов редукторов вполне достаточно выполнять по 7
квалитету точности (с отклонениями по H7), а отверстия под крепежные детали
(болты, шпильки и др.) – по 14 квалитету точности и только сверлением
(рассверливанием), без дополнительных видов обработки (зенкерования,
развертывания), оставляя коническим (по форме конуса режущей части сверла)
днище глухих отверстий.
- Целесообразно всемерно сокращать
номенклатуру обрабатывающего инструмента, предусматривая возможность обработки
максимального числа поверхностей детали при одной операции на одном станке, с
одного ее установа, одним и тем же инструментом, а
также путем унификации размеров и формы обрабатываемых элементов детали.
3. Конструктивное оформление литых корпусов основных типов редукторов
Сопоставляя конструкции корпусов редукторов
различных типов (рис.1.1– рис. 1.6), можно отметить, что они весьма
разнообразны. Однако основой конструкции корпуса любого редуктора является
коробка, к которой примыкают фланцы, приливы, ребра и другие элементы. При
конструировании корпуса конфигурацию его коробки образуют простым обводом
размещаемых в корпусе деталей передач редуктора (рис. 3.1). Поэтому разработка
конструкции корпуса проводится в ходе эскизной компоновки редуктора, на ее
заключительном этапе, и выполняется после конструктивного оформления зубчатых
(червячных) колес, валов и их подшипниковых опор, а также выбора смазки
зубчатых зацеплений колес и подшипников валов и способа контроля уровня масла в
масляной ванне корпуса редуктора.
Конструирование корпуса
редукторов всех типов ведут в несколько этапов: начинают с вычерчивания тонкими
линиями лишь только контуров нижней (картера) и верхней (крышки картера) его
частей (если корпус разъемный), затем проектируют и прочерчивают стыковочные
фланцы и приливы для подшипниковых гнезд, опорный фланец или лапы, ребра,
прочие конструктивные элементы и заканчивают – разработкой рабочих чертежей
деталей, составляющих спроектированный корпус.
В данном разделе излагаются в основном
рекомендации по конструированию корпусных деталей наиболее распространенного
типа редукторов: цилиндрического горизонтального двухступенчатого редуктора,
выполненного по развернутой схеме. Для других типов
редукторов рассматриваются только особенности конструктивного оформления специфических элементов, имеющихся у
корпусов этих редукторов, так как выбор толщины стенок корпусов, зазоров,
диаметров отверстий под крепежные детали, формы и радиусов сопряжений стенок
между собой либо с фланцами или приливами, а также и другие общие вопросы
конструирования литых деталей, не зависят от типа редуктора.
Нагрузки, действующие
на корпусные детали, имеют сложный характер и не всегда могут быть учтены при
проектном расчёте. Вместе с тем и конфигурация корпусных деталей обычно
достаточно сложна. Поэтому расчет корпусных деталей затруднителен и выполняется
с большим числом упрощений и допущений, что снижает их точность и вызывает
необходимость модельных и натурных испытаний корпусов с последующей корректировкой
документации.
Основными критериями
работоспособности корпусных деталей являются прочность, жёсткость и
долговечность.
3.1. Цилиндрические редукторы, выполненные по развернутой схеме
Для удобства сборки редукторов их корпуса
выполняют разъемными по плоскости, проходящей через
оси редукторных валов. Для удобства обработки плоскость разъема корпуса
располагают параллельно его установочной плоскости.
При конструктивном оформлении контуров
корпуса (рис. 3.1) из центров колес редукторных передач проводят тонкими
линиями дуги окружностей радиусами
R1(R2)=0,5da1(2)+a,
где dа1(2) – внешние диаметры
зубчатых колес соответствующих
передач редуктора, мм;
a – необходимая величина зазора между
наружными поверхностями зубчатых колес и внутренней поверхностью корпуса
редуктора, мм.
Из центра быстроходного вала редуктора
проводят дугу окружности радиусом
RБ=0,5da1+a,
где dа1 – внешний диаметр шестерни быстроходного вала редуктора, мм;
a – необходимая величина зазора между наружной
поверхностью этой шестерни и внутренней поверхностью корпуса редуктора, мм.
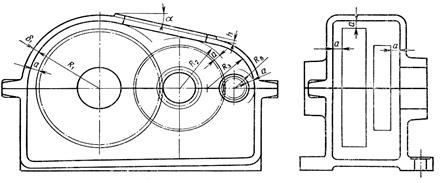
Рис.
3.1. К оформлению контуров корпуса редуктора
Если диаметр D посадочного отверстия в
корпусе, предназначенного для подшипниковой опоры быстроходного вала редуктора,
больше, чем dа1, то величину радиуса RБ
находят из выражения
RБ=0,5D+a.
Зазор «а» между обработанными поверхностями
вращающихся деталей передач редуктора и необрабатываемой внутренней
поверхностью крышки картера должен быть больше суммы допусков на неточность
положения литой стенки, ее волнистость и шероховатость, а также суммы толщин
слоев масла, покрывающего стенку и вращающуюся деталь. В связи с этим его
рекомендуется назначать по следующему условию:
A > k+(2…3) мм,
где k – величина зазора, требуемого для
компенсации неизбежной неточности положения в отливке внутренней поверхности
крышки картера.
Необходимое значение величины k выбирают по
графикам рис. 1.13 в зависимости от наибольшего габаритного размера корпуса,
материала и класса точности его отливки.
Прямую, касательную к окружностям радиусов R1
и R2, плавно сопрягают дугой радиусом R3 с дугой радиуса RБ. Затем, касательно к дугам окружностей
радиусов R1 и RБ, оформляют вертикальные поверхности
внутренней полости картера.
Величину зазора между наружной поверхностью
зубчатого колеса тихоходной ступени редуктора и внутренней поверхностью днища
картера назначают, руководствуясь следующими соображениями:
величина этого зазора должна превышать 40 мм,
так как в противном случае возможен барботаж
(вспенивание) масла погруженными в него зубчатыми колесами передач редуктора,
либо вращающиеся
- колеса будут увлекать своими зубьями в зону
их зацепления отстой грязи, имеющийся в масляной ванне редуктора;
- величина данного зазора должна также
обеспечивать необходимый объем масляной ванны редуктора;
- при установке редуктора и электродвигателя
на общем основании (литой плите или сварной раме) и соединении их валов муфтой
желательно, чтобы величина рассматриваемого зазора обеспечивала равенство высот
центров валов редуктора и ротора электродвигателя. В таком случае можно
получить простейшую (бесступенчатую) конфигурацию подредукторной
плиты (или рамы).
Внутренней поверхности днища картера придают
конструктивный уклон 1…2 0 в сторону предполагаемого размещения маслоспускного отверстия.
Толщину δ, мм, вертикальных стенок и днища картера редуктора рекомендуется [3,
табл. 17.1] назначать по условию обеспечения необходимой жесткости корпуса в
зависимости от величины номинального вращающего момента ТТ,
Нм, на тихоходном валу редуктора
![]()
Однако найденную по этой формуле величину
толщины стенок картера необходимо согласовать с технологически минимальной
толщиной стенок литых деталей Smin по
условию δ≥Smin.
Значения Smin определяют по
графикам рис. 2.10 в зависимости от материала отливки и габаритных размеров
картера.
Обычно крышка картера имеет более низкую (по сравнению с картером) нагруженность.
Поэтому с целью экономии материала и снижения массы корпуса толщину ее стенок δ1 рекомендуется [3, табл. 17.1] назначать на 10% меньше толщины стенок
картера δ, но при этом δ1 должна быть больше технологически минимальной толщины стенок литых
деталей Smin. В связи с вышеизложенным
назначение толщины стенок крышки картера ведут по следующему условию:
δ1=0,9δ≥Smin.
Внешний контур крышки картера очерчивают
двумя дугами окружностей радиусов
R1+δ1; R3+δ1.
Здесь δ1 – принятая толщина стенок крышки картера, мм.
Затем эти дуги соединяют касательной прямой
линией.
Для контроля в процессе
сборки редуктора положения пятна контакта зубьев в зубчатых зацеплениях колес
его передач, заливки масла в корпус, осмотра в процессе эксплуатации редуктора
колес и других его деталей в верхней части крышки картера предусматривают
смотровое окно (рис. 3.16) прямоугольной формы с максимально возможными
размерами, закрываемое собственной крышкой (рис. 3.17). Для установки этой крышки предусматривают обрабатываемый платик высотой h,
которая должна быть больше возможного (в процессе получения отливки крышки
картера) смещения необрабатываемой литой верхней поверхности крышки картера от
ее номинального положения. Величину k этого смещения выбирают по графикам рис.
1.13.
Так как внешние диаметры зубчатых колес у
всех ступеней редуктора разные, то верхняя плоскость крышки картера приобретает
наклон, затрудняющий ее механическую обработку. Поэтому при малом (α≤150) угле наклона этой поверхности
(что свидетельствует о рациональной разбивке общего передаточного числа
редуктора по передаточным числам его ступеней) ее целесообразно выполнять
горизонтальной. Внутренний контур такой крышки очерчивают с обеих сторон дугами
окружностей одинакового радиуса R1.
Внешний контур картера очерчивают прямыми
линиями, параллельными соответствующим линиям его внутреннего контура и
удаленными от них на расстояние, равное толщине δ стенок картера.
Сопряжения вертикальных стенок корпуса
редуктора с его горизонтальными стенками необходимо производить по
рекомендациям, изложенным в подразд. 2.2 данной раздела.
Конструктивное
оформление стыкового соединения картера с его крышкой.
Для образования этого соединения по всему
контуру плоскости разъема корпуса редуктора делают специальные фланцы, в
отверстиях которых размещают крепежные винты (рис. 3.2).
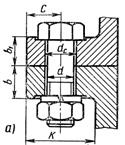
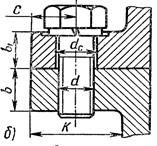
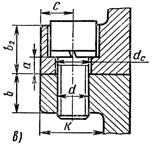
Рис.
3.2. Разновидности конфигурации отверстий в
стыковочных
фланцах редукторных корпусов
К картеру корпуса редуктора его крышку крепят
винтами с шестигранной головкой (ГОСТ 7808 – 70) в сочетании с гайками (ГОСТ
2524 – 70), т.е. болтами (рис. 3.2, а), без гаек (рис. 3.2, б), а также винтами
с цилиндрической головкой (ГОСТ 11738 – 84), имеющей внутреннее шестигранное
углубление «под ключ» (рис. 3.2, в).
Применение винтов с цилиндрической головкой
наиболее полно отвечает требованиям техники безопасности и эстетическим нормам,
снижает ширину фланцев. Однако в этом случае фланцы крышки картера должны иметь
повышенную толщину и менее технологичные ступенчатые отверстия.
Необходимый наружный диаметр d резьбы этих
крепежных винтов определяют из условия прочности стержня винта при обеспечении
герметичности стыка картера с его крышкой в номинальном режиме эксплуатации
редуктора. В связи с тем, что номинальная нагрузка на стыковочные крепежные
винты корпуса редуктора пропорциональна номинальному вращающему моменту ТТ на его тихоходном валу (рис. 3.8), наружный
диаметр d, мм, резьбы рассматриваемых винтов рекомендуется [ 3, табл. 17.1]
определять по следующему условию:
![]()
где ТТ
– номинальный вращающий момент на тихоходном валу редуктора, Нм.
Диаметры отверстий d0, необходимых
для прохода через фланцы стержня крепежного винта (рис. 3.2), можно назначать
по табл. 3.1 в зависимости от вида его резьбы.
Таблица
3.1. Рекомендуемые [ 2, табл. 11.3] соотношения между
видом резьбы крепежного
винта
и диаметром d0 отверстия в детали, необходимого для прохода его
стержня
|
Вид резьбы винта |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
М24 |
|
d0, мм |
11 |
13 |
15 |
18 |
20 |
22 |
26 |
Количество крепежных винтов выбирают по
условию наличия напряжений сжатия по всей поверхности стыка соединяемых
деталей, обеспечивающему стыку герметичность. В связи с этим винты
рекомендуется [3, табл. 17.1] располагать по всему периметру фланцев картера и
его крышки примерно на одинаковом расстоянии один от другого с шагом
tB≤(10…15)d,
где d – наружный диаметр стержня стыковочных
крепежных винтов, мм.
Для более удобного извлечения модели из
литейной формы поверхностям фланцев придают конструктивный уклон 100 по
направлению к их внешней кромке (рис. 3.3). В связи с этим для предотвращения
появления изгиба винтов, резко снижающего их прочность, в крепежных отверстиях
стыковочных фланцев предусматривают перпендикулярные к их оси механически
обрабатываемые (зенкованием) опорные поверхности под
головки болтов и стопорные шайбы (рис. 3.2, а; б).
Диаметр зенкования
назначают на 1– 1,5 мм больше диаметра окружности, описанной вокруг
шестигранника головки винта, и согласовывают с ближайшим бόльшим значением
следующего стандартизованного ряда диаметров режущего инструмента (зенковки):
20; 24; 28; 30; 32; 36; 40 мм. Глубина зенкования
должна быть больше возможного (в процессе получения отливок корпусных деталей
редуктора) смещения k (рис. 1.13) необрабатываемых литых поверхностей фланцев
от их номинального положения.
Конструктивно минимальная ширина стыковочных
фланцев должна обеспечивать свободный подход к ним режущего инструмента при
обработке отверстий и возможность поворота (при затяжке соединения) гаечного
ключа или шпинделя гайковерта на угол 3600. Кроме этого, при
назначении ширины фланцев необходимо учитывать возможное появление опасного
утонения перемычки фланца или вертикальных стенок корпусных деталей редуктора
(рис. 1.11, д) из-за неизбежного смещения k (в процессе литья) наружных литых
поверхностей этих элементов.
Учитывая вышеизложенное, были получены
следующие зависимости, по которым рекомендуется определять необходимую ширину
фланцев К:
- при креплении винтами с шестигранной
головкой (рис. 3.2, а; б)
K=2,7d+2k;
- при использовании винтов с цилиндрической
головкой (рис. 3.2, в)
K=2,2d+2k.
Здесь d – наружный диаметр стержня
стыковочных винтов, мм;
k – величина возможного смещения, мм, литых поверхностей отливки от их номинального положения
(рис. 1.13).
Оси отверстий под крепежные винты размещают
на расстоянии С≈0,5К от наружной кромки фланцев (рис. 3.2).
Толщину фланцев определяет их жесткость,
которая должна обеспечивать герметичность стыка соединяемых деталей. Необходимо
также отметить, что с повышением жесткости (толщины) фланцев снижается доля
внешней нагрузки, передающаяся на крепежные винты, но возрастают
материалоемкость и опасность появления усадочных раковин и трещин. Учитывая эти
обстоятельства, толщину фланцев у внешней их кромки b и b1 (рис.
3.2, а; б) или a, b и b2 (рис. 3.2, в) рекомендуется [2, с. 159]
определять по следующим зависимостям:
- при креплении винтами с шестигранной
головкой (рис. 3.2, а; б)
b=1,5δ; b1=1,5δ1,
где δ и δ1 – толщины стенок картера и его крышки, мм;
- при использовании винтов с цилиндрической
головкой (рис. 3.2, в)
a=(0,8…1,0)d; b=(1,4…1,6)d; b2=(1,8…2,0)d,
где d – наружный диаметр стержня винта, мм.
Кроме того, литым поверхностям фланцев (как
уже указывалось) придают конструктивный уклон в 100 по направлению к
их внешней кромке (рис. 3.3).
Однако необходимо отметить, что показанные на
рис. 3.2 конфигурации отверстий в стыковочных фланцах корпусных деталей
редуктора из-за наличия у этих деталей сравнительно высоких вертикальных
стенок, требуют применения удлиненной зенковки – дорогого и
малопроизводительного специального режущего инструмента. Поэтому для упрощения
механической обработки опорных поверхностей, предназначенных для головок болтов
и стопорных шайб, целесообразнее применение платиков
(рис. 3.3).
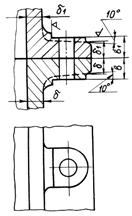
Рис.
3.3. Вариант конфигурации фланцев корпусных
деталей
редуктора при использовании платиков
Обработку платиков
можно производить фрезерованием или строганием, причем одновременно с
обработкой других поверхностей детали. Кроме этого, применение платиков позволяет снизить расход металла и массу корпуса.
Сопряжения поверхностей фланцев между собой и
с вертикальными стенками картера и его крышки необходимо оформлять,
руководствуясь рекомендациями, изложенными в подразд.
2.2 данной работы.
Для обеспечения нормальной работы подшипников
валов редуктора посадочные отверстия подшипниковых гнезд редукторного корпуса должны
иметь правильную цилиндрическую форму (допускаемое отклонение от цилиндричности составляет доли допуска 7-го квалитета
точности). Поэтому их получают при совместной механической обработке (расточке)
картера «в сборе» с его крышкой. Для того, чтобы при
сборке редуктора картерная крышка по отношению к картеру занимала то же
положение, что и при растачивании отверстий их подшипниковых гнезд, а также для
предупреждения возможных относительных смещений (в пределах зазора между
поверхностями стержней крепежных винтов и отверстий во фланцах) этих деталей,
вызывающих деформацию тонкостенных наружных колец подшипников и их перекос,
предусматривают установку двух центрирующих (обычно конических по ГОСТ 3129 –
70) штифтов.
Эти штифты размещают по диагонали стыковочных
фланцев корпусных деталей редуктора на возможно бóльшем
расстоянии друг от друга (рис. 3.18) и устанавливают перед совместной расточкой
посадочных отверстий подшипниковых гнезд редукторного корпуса и при
окончательной сборке редуктора.
Диаметр центрирующих (координирующих) штифтов
dшт рекомендуется
[2, с. 159] назначать в пределах
dшт=(0,8…1,0)d,
где d – наружный диаметр стержня крепежных
винтов, мм.
Найденное значение dшт
согласовывают со следующим стандартизованным рядом
диаметров: 6; 8; 10; 12; 16 мм.
Кроме фиксирования центрирующие штифты
воспринимают сдвигающие нагрузки, действующие на редукторные корпусные детали
при совместной расточке отверстий их подшипниковых гнезд и в период
эксплуатации редуктора, что позволяет несколько снизить необходимый уровень
первоначальной затяжки крепежных винтов.
В местах размещения подшипниковых опор валов
редуктора на стыковочных фланцах его корпуса предусматривают приливы и бобышки.
Конструктивное оформление
приливов и бобышек подшипниковых гнезд корпусных деталей редуктора.
Вариант конструктивного оформления приливов
редукторных корпусных деталей, в которых располагаются подшипниковые узлы валов
редуктора, показан на рис. 3.4.
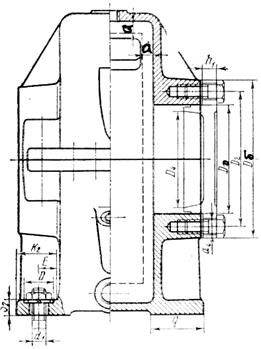
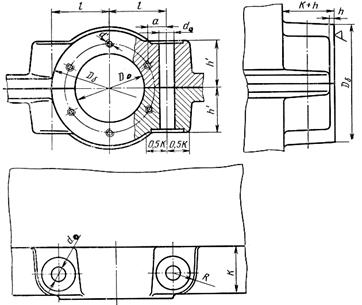
Рис.
3.4. Пример конструктивного оформления приливов и бобышек подшипниковых гнезд редукторных корпусов
Диаметральные размеры подшипниковых гнезд
корпусных деталей редуктора определяют вид и диаметральные размеры
подшипниковых крышек, которые конструируют при разработке подшипниковых узлов
редуктора, осуществляемой перед началом проектирования редукторного корпуса.
Рекомендации по выбору типа подшипниковых крышек редукторов и определение их
размеров рассмотрены, например, в [2, с. 101 – 105].
В связи с этим величину диаметра прилива у
его наружного торца Dб,
мм, принимают:
- при использовании накладных (привертных) подшипниковых крышек
Dб=Dф+2k,
где Dф
– наружный диаметр фланца накладной подшипниковой крышки, мм;
k –
величина возможного (в процессе получения отливок редукторных корпусных
деталей) смещения литых поверхностей приливов от их номинального положения
(рис. 1.13), мм;
- при установке врезных крышек
Dб=1,25D0+10
мм,
где D0 – диаметр посадочного
отверстия подшипникового гнезда, мм.
Наружным литым поверхностям приливов придают
(для удобства извлечения модели из литейной формы) уклоны по направлению к их
торцам (рис. 3.4). Величину этих уклонов назначают по рекомендациям, рассмотренным
в подразд. 2.1 данной работы.
Форму и размеры сопряжений наружных литых
поверхностей приливов подшипниковых гнезд с наружными поверхностями
вертикальных стенок редукторных корпусных деталей назначают по рекомендациям,
изложенным в подразделе 2.2 данных методических указаний.
Диаметр и количество
крепежных резьбовых отверстий, а также диаметр окружности, на которой в торце
подшипникового гнезда должны быть размещены (не попадая в плоскость разъема
корпуса!) их центры, определяются принятой конструкцией накладной крышки его
подшипника, а глубина нарезки резьбы – пределом прочности σв
материала крепежных винтов и видом материала корпуса редуктора (табл. 3.2). Глубину сверления этих отверстий (рис. 3.4,
а) назначают больше длины их резьбового участка на (0,3…0,4)d, где d – наружный
диаметр резьбы, нарезаемой в данном отверстии, мм.
Таблица
3.2. Рекомендуемая [3, с. 316] величина относительной (к наружному диаметру
резьбы)
длины
резьбового участка крепежных отверстий в корпусных деталях редуктора
|
Предел прочности материала винтов σв, МПа |
Относительная длина резьбового участка
крепежных отверстий в корпусах, выполненных из |
||
|
стали |
чугуна |
силумина |
|
|
400 – 500 |
0,8 – 0,9 |
1,3 – 1,4 |
1,4 – 2,0 |
|
900 – 1000 |
1,6 – 2,0 |
2,0 – 2,5 |
2,0 – 2,5 |
Полученные расчетные значения диаметра
прилива, глубины сверления и длины резьбового участка крепежных отверстий
согласовывают с числовым рядом Ra40 ГОСТ
6636 – 69 «Нормальные линейные размеры» (таблица 3.2.1).
Таблица
3.2.1. Выписка из стандартизованного (ГОСТ 6636 −
69)
числового
ряда нормальных линейных размеров
|
3.2 3.4 3.6 3.8 4.0 4.2 4.5 4.8 5.0 5.3 |
5.6 6.0 6.3 6.7 7.1 7.5 8.0 8.5 9.0 9.5 |
10 10.5 11 11.5 12 13 14 15 16 17 |
18 19 20 21 22 24 25 26 28 30 |
32 34/35 36 38 40 42 45/47 48 50/52 53/55 |
56 60/62 36/65 67/70 71/72 75 80 85 90 95 |
100 105 110 120 125 130 140 150 160 170 |
180 190 200 210 220 240 250 260 280 300 |
320 340 360 380 400 420 450 480 500 530 |
560 600 630 670 710 750 800 850 900 950 |
Примечание. Под
косой чертой приведены размеры посадочных мест для подшипников качения
Для устранения возможного (в процессе
нарезания резьбы) перекоса резьбонарезного инструмента (метчика) в крепежных
резьбовых отверстиях предусматривают заходные фаски,
выполняемые под углом 450 до наружного диаметра резьбы.
Винты крепления к картеру его крышки,
расположенные у приливов подшипниковых гнезд, для повышения жесткости стыка
соединяемых деталей следует располагать на минимально допустимом расстоянии от
посадочного отверстия D0. Необходимое значение расстояния l от оси отверстия d0 под крепежный винт до оси посадочного
отверстия D0 (рис. 3.4, б) определяют графически. Чтобы отверстия d
и d0 не пересекались, расстояние «а» между их осями рекомендуется
[2, с. 160] назначать в пределах
a=(1,1…1,2)d0.
Конфигурацию и диаметральные размеры
отверстий в бобышках принимают одинаковыми с другими крепежными отверстиями
фланцев (рис. 3.2).
Полученный прочерчиванием размер l согласовывают с ближайшим бόльшим значением числового ряда Ra40 ГОСТ
6636 – 69 (прил. 1).
Близкое расположение крепежных стяжных винтов
к приливам подшипниковых гнезд вынуждает в этом месте увеличивать
(предусматривая бобышки, примыкающие к этим приливам) толщину стыковочных
фланцев корпусных деталей редуктора так, чтобы образовывались достаточные
опорные поверхности под головки болтов или стопорные шайбы (рис. 3.4, б).
Высоту h’ бобышек стыковочных фланцев также
определяют прочерчиванием. Ее принимают такой, чтобы у бобышек создались
поверхности протяженностью 2∙0,5К, где К – ширина стыковочных фланцев
соединяемых деталей (рис. 3.2), вполне достаточные для размещения на корпусе
редуктора головок стяжных винтов и гаек.
Желательно, чтобы высота у всех бобышек
стыковочных фланцев была одинаковой. В этом случае упрощается обработка их
отверстий, а стяжные винты будут иметь не только одинаковые наружные диаметры
их стержней, но и одинаковую длину, что позволит унифицировать винты и тем
самым уменьшить номенклатуру применяемых крепежных деталей.
Если расстояние между осями отверстий
бобышек, примыкающих к приливам соседних
подшипниковых гнезд (рис. 1.2, в), окажется меньше, указанных в табл. 3.3, то в
этом случае бобышки соединяют в одну, общую для этих приливов (рис. 1.1,а; рис.
2.28).
Таблица
3.3. Минимальное расстояние, мм, между осями
отверстий
бобышек, еще отливаемых раздельно
|
Номинальный диаметр резьбы Крепежных деталей, мм |
Метод литья |
|
|
В землю |
В кокиль |
|
|
Св. 10 до 14 |
40 |
30 |
|
Св. 14 до 18 |
50 |
38 |
|
Св. 18 до 24 |
65 |
50 |
Торцовым и боковым поверхностям бобышек
придают уклоны, одинаковые с уклонами наружных поверхностей приливов
подшипниковых гнезд, и сопрягают между собой галтелью радиуса R = 0,5К (рис. 3.4, б). Выбор формы и определение размеров
сопряжений остальных литых поверхностей бобышек между собой и с другими
поверхностями корпусных деталей редуктора производят по рекомендациям,
изложенным в подразд. 2.2 данных методических
указаний.
Для удобства обработки наружные
обрабатываемые торцы всех подшипниковых гнезд корпуса, выступая за границы
бобышек стыковочных фланцев, должны лежать в одной плоскости (рис. 2.27).
Поэтому размер K+h (рис. 3.4, б) выполняют одинаковым (назначая соответствующую величину h для каждого
прилива) для всех подшипниковых гнезд, расположенных на одноименных стенках
корпуса редуктора. Однако при назначении величины h необходимо иметь ввиду следующее условие: h≥k,
где k – величина возможного (в процессе получения отливки) смещения (рис. 1.13)
торцовой поверхности прилива подшипникового гнезда от своего номинального
положения, мм.
В том случае, когда длина подшипникового
гнезда превышает 1,5D0, где D0 – диаметр его посадочного
отверстия, для обеспечения необходимой (для нормальной работы подшипников)
жесткости прилив такого гнезда подкрепляют наружными ребрами: одиночными (рис.
3.6) или двойными (рис. 3.5).
Ребрами оснащают прилив той из корпусных
деталей редуктора (картера или его крышки), на которую будет оказывать
радиальное давление подшипник редукторного вала, установленный в этом
подшипниковом гнезде корпуса. Если направление радиального воздействия
подшипника на корпус редуктора неизвестно (редукторы общего назначения), то в
этом случае ребра предусматривают как для приливов картера, так и для его
крышки (рис. 3.4, а).
Продольную ось одиночного ребра совмещают с
поперечной осью посадочного отверстия подшипникового гнезда (рис. 3.6), а
рекомендуемое расположение двойных ребер показано на рис. 3.5.
Рис.
3.5. Рекомендуемое расположение
двойных
ребер жесткости
Двойные ребра снижают неравномерность
распределения нагрузки между телами качения подшипника, увеличивая тем самым
его долговечность, но повышают трудоемкость изготовления литейных форм. Поэтому
ими подкрепляют приливы подшипниковых гнезд только наиболее нагруженных (обычно
выходного) валов редуктора.
Конфигурацию и размеры
как самих ребер, так и сопряжения их литых поверхностей с поверхностями других
элементов корпуса редуктора, к которым они примыкают, назначают по рекомендациям,
изложенным в подразд. 2.2 данной работы.
Конструктивное оформление установочного фланца редукторного корпуса.
Установочные фланцы служат для
установки и крепления (болтами, шпильками и др.) редуктора на сопряженных с ним
конструкциях – плите, раме и пр. Эти фланцы чаще всего размещают внизу корпуса
редуктора по его максимальному габариту (рис. 3.6, а).
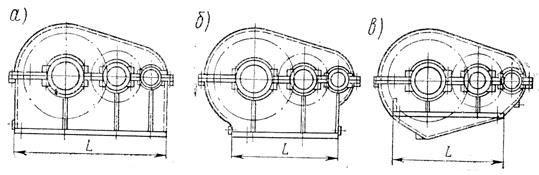
Рис. 3.6. Примеры возможного размещения установочного фланца
редукторного корпуса
В конструкции по рис. 3.6, б несколько
уменьшается масса редуктора, но одновременно усложняется формовка картера
корпуса и снижается его устойчивость. Расположение плоскости опоры ближе к осям
валов (рис. 3.6, в) увеличивает устойчивость редуктора. Однако в этой
конструкции корпуса усложнены изготовление литейной формы для отливки картера и
механическая обработка привалочной плоскости его
установочного фланца. Кроме этого, рассматриваемая конфигурация картера
применима только в тех случаях, когда часть корпуса редуктора можно разместить
в сопрягаемой с ним конструкции ниже его плоскости опоры. Поэтому такое
конструктивное оформление корпуса используется сравнительно редко, например,
для редуктора механизма подъема грузовой тележки крана, работающего вблизи
потолочных перекрытий цеха, что делает весьма актуальным снижение высотного
габарита его механизмов, и т.п.
Теория и практика расчета соединений,
подобных соединению корпуса редуктора с основанием (плитой, рамой и т.п.),
показала, что рациональными являются не сплошные, а ленточные формы плоскости
стыка соединяемых деталей (рис. 3.7).
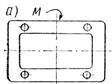
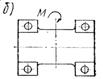
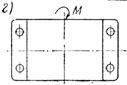
Рис. 3.7. Применяемые варианты формы привалочной
плоскости установочного фланца корпуса
редуктора
Для снижения доли внешней
нагрузки, передающейся на фундаментные болты или шпильки, поверхности стыка следует
располагать так, чтобы при сравнительно малой площади они имели большое
значение ее осевого момента сопротивления W относительно центральной оси стыка
(проходящей через его центр тяжести), перпендикулярной к плоскости действия
опрокидывающего (раскрывающего стык) момента М (рис. 3.7). Направление и
величина опрокидывающего момента М в основном зависят от величины и направления
вращающих моментов ТБ (активного) и ТТ
(реактивного), действующих на выходные концы (консоли) быстроходного и
тихоходного валов редуктора. Так, например, для редуктора, показанного на рис.
3.8, опрокидывающий момент составит М=ТБ+ТТ+(F1+F2)h,
будет направлен в сторону действия этих моментов и лежать в продольной
плоскости симметрии стыка. Здесь F1, F2 – консольные
нагрузки на быстроходный и тихоходный валы редуктора; h – расстояние между
плоскостью разъема и установочной плоскостью корпуса редуктора.
Рис. 3.8. К определению момента, стремящегося опрокинуть редуктор
Однако при конструктивном
оформлении установочного фланца необходимо еще учитывать влияние формы его
опорной плоскости на жесткость корпуса и технологичность конструкции.
Максимальный
осевой момент сопротивления W имеет площадь формы опорной плоскости, показанной
на рис. 3.7, г, наибольшую жесткость – на рис. 3.7, а. Лучшей технологичностью
обладает форма опорной плоскости по рис. 3.7, г. У этой формы меньше площадь
механической обработки, не требуются (как для формы по рис. 3.7, б) отъемные платики на модели при формовке картера, так как плоскость
разъема литейной формы
обычно совпадает с продольной плоскостью симметрии корпуса (см. рис. 2.2).
Поэтому в корпусах современных
редукторов форма стыка по рис. 3.7, г все больше вытесняет распространенную
ранее форму по рис. 3.7, в; рис. 3.8, которая предпочтительна (повышает
жесткость) только при сравнительно узких и длинных корпусах (например, для
корпусов трехступенчатых цилиндрических редукторов, выполненных по развернутой
схеме).
Как показала практика эксплуатации
редукторов, опорные лапы установочных фланцев являются одним из слабых мест их
корпусов. Наблюдались случаи, когда они отламывались от случайных ударов при
транспортировке, при креплении редуктора на недостаточно ровном основании и пр.
Поэтому их выполняют более утолщенными по сравнению со
стыковочными фланцами редукторных корпусных деталей.
Рекомендуется [2, с. 161] толщину
S2 установочных фланцев у внешней их кромки (рис. 3.4, а) рассчитывать
по следующей формуле:
S2=2δ,
где δ – толщина стенок картера, мм.
Для удобства извлечения модели из
литейной формы, необрабатываемым литым поверхностям установочного фланца
придают конструктивный уклон 100 по направлению к их внешней кромке.
Необходимый наружный диаметр dф резьбы фундаментных
(крепящих редуктор к плите, раме и др.) болтов или шпилек (ГОСТ 22032 – 76)
определяет прочность их стержней при обеспечении нераскрытия
стыка корпуса редуктора с основанием, на котором он устанавливается, в номинальном
режиме эксплуатации изделия. В связи с тем, что внешняя нагрузка на
фундаментные болты (шпильки) пропорциональна номинальному вращающему моменту ТТ на тихоходном валу редуктора (рис. 3.8),
наружный диаметр dф, мм, резьбы
рассматриваемых крепежных деталей рекомендуется [3, табл. 17.1] определять по
следующему условию:
![]()
где ТТ
– номинальный вращающий момент на тихоходном валу редуктора, Нм.
Конфигурация
отверстий (рис. 3.4, а), необходимых для прохода через опорные лапы
установочного фланца корпуса стержня фундаментного болта (шпильки), и
определение их параметров – аналогичны таковым в его стыковочных фланцах (см.
рис. 3.2 и с. 57).
Количество фундаментных болтов
(шпилек) определяется условием наличия напряжений сжатия на всей поверхности
стыка опорных лап корпуса редуктора с фундаментной плитой (рамой),
обеспечивающим нераскрытие этого стыка в процессе
эксплуатации редуктора. В связи с этим рекомендуется [2, табл. 11.4] количество
«n» фундаментных болтов (шпилек) назначать в зависимости от величины суммарного
межосевого расстояния передач редуктора «аΣ» (табл.
3.4).
Таблица 3.4. Рекомендуемое количество «n»
фундаментных болтов (шпилек)
в зависимости от величины суммарного
межосевого расстояния редуктора «а𝚺»
|
Редукторы |
|||||
|
одноступенчатые |
двухступенчатые |
трехступенчатые |
|||
|
а, мм |
n |
аΣ , мм |
n |
аΣ , мм |
n |
|
100…250 |
4 |
250…350 |
4 |
400…500 |
6 |
Ширину К2 установочного
фланца корпуса (рис. 3.4, а) определяют те же условия, что и ширину К его стыковочных фланцев. Поэтому ее можно определять по
следующей формуле:
K2=2,7dф+2k,
где dф
– наружный диаметр стержня фундаментных болтов (шпилек), мм;
k – величина возможного (в
процессе отливки) смещения, мм, литых поверхностей
картера от их номинального положения, определяемая по рис. 1.13.
Оси отверстий под фундаментные
болты (шпильки) размещают на расстоянии С2≈0,5К2 от наружной кромки опорных
лап установочного фланца редукторного корпуса.
При назначении ширины «q» привалочной плоскости опорной лапы (рис. 3.9, а) необходимо
избегать образования слабой шейки в месте сопряжения ее поверхностей с
поверхностями днища и вертикальной стенки картера (рис. 3.9, б).
Рис. 3.9. К назначению необходимой ширины привалочной плоскости
опорной лапы установочного фланца
редукторного корпуса
С учетом этого обстоятельства
рекомендуется [1, табл. 10.4] необходимую величину «q» определять по следующей
формуле:
q=K2+(1,0…1,2)δ,
где К2
– ширина установочного фланца редукторного корпуса, мм;
δ – толщина стенки картера, мм.
Найденное
значение «q» обязательно согласовывают с числовым рядом Ra
40 ГОСТ 6636 – 69 (прил. 1).
Привалочная обрабатываемая плоскость
опорных лап корпуса должна возвышаться над днищем картера на высоту h (рис.
3.9, а), несколько превышающую величину k (см. рис. 1.13), так как в противном
случае возможен (из-за неизбежных погрешностей в расположении литых
поверхностей отливки картера) подрез стенки днища режущим инструментом (фрезой)
при механической обработке привалочной плоскости лап.
Сопряжения поверхностей опорных
лап корпуса с поверхностями картера, к которым они примыкают, необходимо
производить по рекомендациям, изложенным в подразд.
2.2 данной работы.
Однако необходимо отметить, что
конфигурация крепежных отверстий в опорных лапах редуктора, показанная на рис.
3.4, а, требует (из-за невозможности подвода режущего инструмента сверху)
применения обратного зенкования (рис. 3.10), что
весьма неудобно и малопроизводительно.
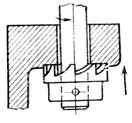
Рис. 3.10. Схема обратного
зенкования крепежных
отверстий опорных лап корпуса редуктора
Поэтому более целесообразно в
местах установки фундаментных болтов (шпилек) на опорных лапах предусматривать
механически обрабатываемые платики (рис. 3.11).
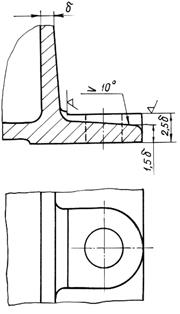
Рис. 3.11. Вариант опорной лапы корпуса с платиком
Обработку платиков
ведут фрезерованием или строганием, что более просто и производительнее, чем
обратное зенкование. Кроме этого, при отсутствии у
картера ребер жесткости, возможна их весьма удобная и производительная сквозная
обработка, совмещаемая с обработкой других поверхностей редукторного корпуса.
Конструктивное оформление прочих элементов корпусных деталей редуктора.
Картер редуктора служит еще и
резервуаром для смазочного масла. При работе зубчатых передач редуктора масло
постепенно загрязняется продуктами износа, с течением времени оно стареет,
свойства его ухудшаются. Поэтому масло, налитое в корпус редуктора, необходимо
периодически менять.
Отработанное масло нужно слить
таким образом, чтобы не производить разборку установки, в которой используется
редуктор. Для этой цели в корпусе редуктора предусматривают сливное отверстие, закрываемое пробкой
(рис. 3.12 и табл. 3.5).
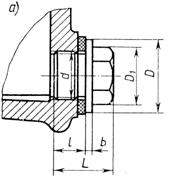
Рис.
3.12. Виды пробок для маслосливных отверстий
Таблица 3.5. Основные размеры пробок для
маслосливных отверстий
|
Исполнение по рис. 3.12, а |
Исполнение по рис. 3.12, б |
|||||||||
|
Резьба метрическая |
D, мм |
D1, мм |
L, мм |
l, мм |
b, мм |
Резьба трубная |
D, мм |
L, мм |
а, мм |
b, мм |
|
М16х1,5 |
25 |
21,9 |
24 |
13 |
3 |
К1/2″ |
20,9 |
15 |
4 |
7,5 |
|
М20х1,5 |
30 |
25,4 |
28 |
15 |
4 |
К3/4″ |
26,4 |
16 |
4,5 |
7,5 |
|
М27х2 |
39 |
30,2 |
34 |
18 |
4 |
К1″ |
33,2 |
19 |
5 |
9,0 |
Цилиндрическая резьба не создает надежного
уплотнения. Поэтому под пробку с цилиндрической резьбой ставят уплотняющие прокладки,
выполненные из промасленного технического картона марки А
(ГОСТ 9347 – 74) толщиной 1,0 или 1,5 мм либо из паронита
марки УВ (ГОСТ 481 – 71) толщиной 1,0; 1,5 или 2,0 мм. Надежное уплотнение
создают также алюминиевые и медные прокладки.
Коническая резьба создает герметичное
соединение, и пробки с такой резьбой не нуждаются в дополнительном уплотнении.
Однако в условиях единичного и мелкосерийного производства редукторов, как
правило, отсутствует необходимый режущий и мерительный инструмент. Поэтому
конические пробки целесообразно применять при среднесерийном
и более масштабных выпусках редукторов.
Отверстие для маслоспуска
следует располагать там, где в процессе эксплуатации редуктора к нему будет
обеспечен удобный доступ. Неудобным можно считать его расположение, например, в
стенках картера под выходными концами валов редуктора. Поэтому маслосливное
отверстие обычно располагают в продольной плоскости симметрии картера (рис.
3.4, а).
Дно картера делают с конструктивным уклоном
1…20 в сторону маслосливного отверстия (рис. 3.1), а у самого этого
отверстия в днище отливки картера выполняют местное углубление (рис. 3.13 и
рис. 4.6). Это углубление способствует стоку (почти без остатка) масла и
отстоявшейся грязи и, кроме того, обеспечивает свободный выход инструмента при
сверлении и нарезании резьбы маслосливного отверстия.
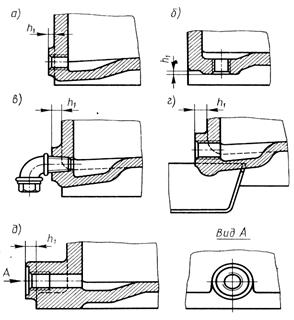
Рис.
3.13. Варианты конструктивного оформления зоны
расположения
в стенке картера маслосливного отверстия
С наружной стороны картера сливное отверстие
снабжают бобышкой, которая обеспечивает удобное врезание сверла и позволяет
собирать вытекающее из редуктора масло в лоток, ванночку и т.п. (рис. 3.13, а).
Однако при таком исполнении часть масла будет стекать по стенке корпуса и попадать на фундаментную плиту или раму, загрязняя
окружающую среду.
Для того, чтобы
масло не растекалось по стенкам и днищу корпуса редуктора, в сливное отверстие
устанавливают специальный угольник, закрываемый пробкой (рис. 3.13, в), или
внизу бобышки предусматривают так называемую «бороду» (рис. 3.13, г).
Если сливное отверстие располагается на
стороне установочного фланца корпуса, то в этом случае его выполняют в приливе,
как показано на рис. 3.13, д. В конструкциях, где возможен доступ к днищу
редуктора, сливное отверстие целесообразно располагать в самом днище (рис.
3.13, б).
Перед сверлением сливного
отверстия торцовую поверхность его бобышки подвергают механической обработке
(например, фрезеруют), поэтому она должна выступать (см. рис. 3.13) над
необрабатываемыми поверхностями на высоту h1 ≥ k, а чтобы предотвратить возможное свисание
с этой обработанной поверхности уплотняющей прокладки или опасное утонение
стенки (если пробка коническая), диаметр бобышки должен превышать диаметр пробки
D (рис. 3.12) на величину 2k. Здесь k – величина возможного (в процессе получения отливки) смещения,
мм, литых поверхностей картера от их номинального
положения, определяемая по рис. 1.13.
Форма
и размеры отверстия для маслоуказателя зависят от типа этого указателя, выбираемого
в процессе разработки системы смазывания зубчатых зацеплений и подшипников
передач редуктора. Необходимые сведения по этому вопросу изложены, например, в
[1, с. 300 – 302] ; [2, с. 112 – 114] или [3, с. 351 –
352].
Контроль
уровня масла, находящегося в редукторе, производят с помощью маслоуказателя. Простейшим является жезловый маслоуказатель (рис.18). Фонарный маслоуказатель
и его размеры указаны на рис.19. Трубчатый маслоуказатель
сделан по принципу сообщающихся сосудов (рис.20).
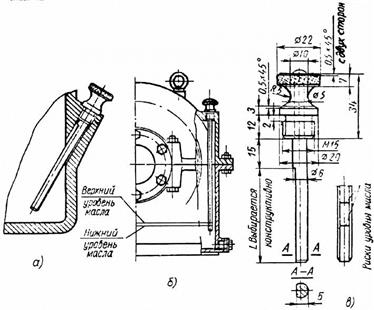
Рис.3.13а. Жезловый маслоуказатель:
а– установка в нижней части редуктора;
б– установка в крышке корпуса; в–
примерные размеры маслоуказателя для небольших
редукторов
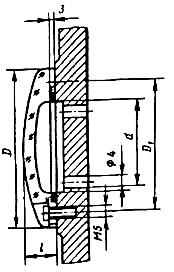
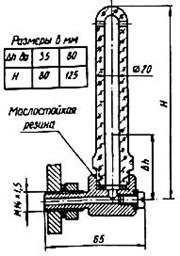
Рис.3.13б. Фонарный маслоуказатель Рис.3.13в. Трубчатый маслоуказатель
Здесь отметим только, что отверстие под маслоуказатель целесообразно размещать с той стороны редуктора,
где в его корпусе предусматривается сливное отверстие (рис. 3.18). В этом
случае при установке редуктора относительно других конструкций (например,
относительно стен цеха) к нему требуется обеспечивать удобный доступ только с
одной стороны.
Для
подъема и транспортировки собранного редуктора, а также и крышки его картера (если в этом
есть необходимость), применяют проушины, отлитые заодно с крышкой картера (рис.
3.14).
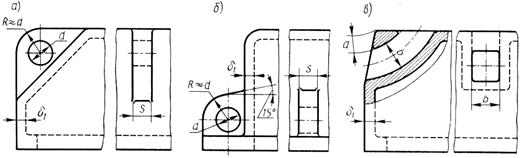
d = 3δ1; S = (2…3)δ1;
a = (1,6…1,8)δ1; b = 3δ1
Рис. 3.14. Формы и рекомендуемые размеры
проушин, размещаемых на крышке картера редукторного корпуса
Проушины, выполненные в виде ребра с
отверстием (рис. 3.14, а; б), легче отливаются, улучшают условия заполнения литейной
формы жидким металлом, способствуют более равномерному охлаждению отливки, но
они менее эстетичны, чем выполненные в виде сквозного отверстия в верхней части
крышки картера (рис. 3.14, в). В настоящее время такие проушины практически
полностью исключили использование рым-болтов (рис. 1.2, б; рис. 1.3, б), ранее
имевших весьма широкое применение.
Если масса картера превышает 20 кг, то для
его подъема и транспортировки предусматривают проушины (рис. 3.15, а) или
крючья (рис. 3.15, б).
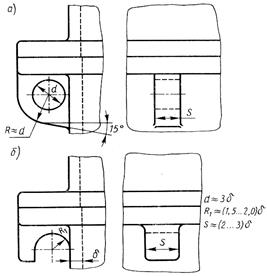
Рис.
3.15. Форма и рекомендуемые размеры проушин и крючьев,
размещаемых (при необходимости) на картере редукторного
корпуса
Необходимо отметить еще
одно обстоятельство: центр отверстия в проушинах или паза в крючьях необходимо
располагать таким образом, чтобы между поверхностью этого отверстия (паза) и
внешними поверхностями стыковочных фланцев или вертикальных стенок корпуса
редуктора обеспечивалась перемычка толщиной не меньше, чем значение величины
возможного смещения k литых поверхностей детали от своего номинального
положения, определяемое по рис. 1.13.
Смотровые
окна (люки), закрываемые
специальными крышками (рис.3.17), служат для контроля качества сборки редуктора
и осмотра его внутренней полости в процессе эксплуатации. Поэтому их необходимо
располагать в местах, удобных для осмотра зубчатых зацеплений редукторных
передач. В большинстве случаев таким местом является верхняя поверхность крышки
картера, что позволяет использовать эти окна и для заливки масла в корпус
редуктора.
Размеры окна должны обеспечивать хороший
обзор зоны зацепления зубчатых колес редуктора. Желательно, чтобы через окно
можно было просунуть руку, опустить переносную лампочку и т.п. Иногда у
многоступенчатого редуктора одно окно не позволяет осматривать зацепление всех
его ступеней, тогда выполняют два окна (рис. 1.2, в; рис. 2.28) и более.
Смотровые окна обычно
делают прямоугольной формы (рис. 3.16), а их наружную торцовую поверхность
оформляют в виде платика (см. рис. 3.1 и с. 55),
подвергаемого механической обработке.
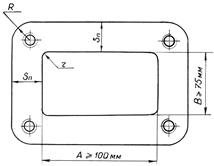
Рис.
3.16. Рекомендуемая форма смотрового окна в корпусе редуктора
Ширину Sn,
мм, привалочной плоскости платика
смотрового окна назначают по условию
Sn≥3dn,
где dn –
номинальный диаметр резьбы в его крепежных отверстиях, мм.
Соседние поверхности смотрового отверстия
сопрягают между собой галтелью радиусом r=0,5δ1, а наружные поверхности окна – радиусом R=0,5Sn.
Здесь δ1 – толщина стенки крышки картера, мм;
Sn – принятая ширина привалочной плоскости платика, мм.
Найденные значения радиусов галтелей
необходимо согласовать со стандартным числовым рядом Ra20 ГОСТ 6636
– 69 ( см. с. 42) и по возможности унифицировать с
радиусами других галтелей крышки картера.
Крышка, закрывающая смотровое окно, обычно закрепляется на его платике винтами с
полукруглой головкой (ГОСТ 17473 – 72), реже – с конической (ГОСТ 17474 – 72) и
шестигранной (ГОСТ 7808 – 70). Располагать эти винты надо так, чтобы при их затяжке напряжения сжатия
возникали по всей площади стыка соединяемых деталей. Это условие необходимо для
обеспечения герметичности стыка. Поэтому количество крепежных винтов в
рассматриваемом соединении деталей выбирают в зависимости от значения А длины смотрового отверстия: если А≤200 мм, то вполне достаточно 4-х винтов,
расположенных так, как показано на рис. 3.16; при А > 200 мм необходимо
предусматривать уже 6 симметрично расположенных винтов (рис. 1.1, в).
На винты, крепящие крышку смотрового окна, в
процессе эксплуатации редуктора не действуют рабочие нагрузки. Поэтому
номинальный диаметр их резьбы определяет не прочность, а возможность
механического (на станке) нарезания резьбы в крепежных отверстиях (не менее 6
мм).
Обычно применяют винты с резьбой М8. Однако
при использовании накладных
подшипниковых крышек весьма целесообразна унификация резьбы рассматриваемых
винтов с резьбой крепежных винтов хотя бы одной из этих крышек. Если
подшипниковые крышки закрепляют на корпусе редуктора винтами с шестигранной
головкой, то в этом случае необходимо стремиться к унификации уже крепежных
винтов, а не только их резьб.
Крепежные отверстия в платике
смотрового окна делают сквозными, а на их входе предусматривают заходные фаски под углом 450 до наружного
диаметра резьбы.
Контур крышки, закрывающей смотровое окно,
выполняют эквидистантным наружному контуру платика
окна на величину k (рис. 3.17), определяемую по рис. 1.13.
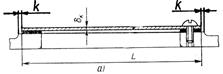
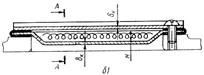
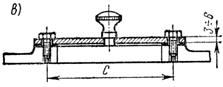
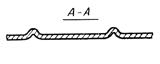
Рис.
3.17. Разновидности крышек смотрового окна редуктора
Наиболее широкое применение получили крышки,
изготовляемые из стальных листов толщиной
δk=(0,010…0,012)L≥2 мм,
где L – длина крышки, мм.
При единичном и мелкосерийном производстве
применяют простейшую крышку (рис. 3.17, а; в), а при более крупных масштабах
производства – штампованную и более сложной конструкции (рис. 3.17, б). Высоту
штампованной крышки Н рекомендуется [2, с. 181] принимать Н = 0,1L, где L –
длина крышки, мм.
Для того чтобы внутрь корпуса редуктора извне
не засасывалась пыль, под крышку ставят уплотняющие прокладки. В единичном и
мелкосерийном производстве применяют прокладки, изготавливаемые из технического
картона марки А (ГОСТ 9347 – 74) толщиной 1,0…1,5 мм,
а при более крупных масштабах выпуска – из полос резины марки МБС (ГОСТ 7338
–90) толщиной 2…3 мм, которые привулканизируют к
крышке (рис. 3.17, б).
При длительной работе редуктора в связи с
нагревом масла и воздуха повышается давление внутри его корпуса, что приводит к
выбросу масла из редуктора через уплотнения и стыки. Чтобы избежать этого,
внутреннюю полость корпуса сообщают с внешней средой при помощи отдушины,
размещаемой в его верхних зонах. Чаще всего ее помещают в крышке смотрового
люка.
В конструкции крышки, показанной на рис.
3.17, в, отдушина совмещена с ее ручкой. В крышке
ручку закрепляют развальцовкой или кольцевым сварочным швом, накладываемым на
внутренней стороне крышки.
На рис. 3.17, б показана крышка, совмещенная
с отдушиной. Во внутренней штампованной крышке пробиты 2 или 4 отверстия
диаметром 4…5 мм. Эта крышка окантована с двух сторон привулканизированной
к ней резиной. Наружная крышка плоская. Вдоль длинной ее
стороны выдавлены 2…3 сквозные гофры (рис. 3.17, б, сеч. А – А), через которые внутренняя полость редуктора соединена с внешней
средой. Пространство между внутренней и внешней крышками
заполнено фильтром из тонкой (диаметр 0,2 мм) медной проволоки или из другого
материала, который предотвращает попадание во внутреннюю полость редуктора
абразивных частиц (пыль, песок), засасываемых с воздухом при охлаждении
редукторных передач в перерывах их работы.
Для изготовления отливок корпусных деталей
редуктора, сконструированных по приведенным рекомендациям, требуется
сравнительно простая литейная оснастка. Однако выступающие части корпуса
(фланцы, приливы, ребра жесткости и др.) не в полной мере отвечают требованиям
техники безопасности, выглядят неэстетично и образуют
так называемые «грязевые мешки», затрудняющие его очистку, мойку и обтирку.
Поэтому корпуса таких конфигураций разрабатывают только при единичном и
мелкосерийном производстве редукторов, когда решающее значение имеет степень
сложности литейной оснастки.
Как известно, эстетика изделия – это прежде всего техническая целесообразность. Красивы
редукторы с рациональной компоновкой их элементов, обусловливающей собранность
и компактность форм. Внешний вид редуктора выигрывает при гладких (без
выступающих частей), плавных очертаниях. Однако, стремясь к максимальной
компактности и плавности наружных очертаний, не следует превращать корпус
редуктора в гладкую коробку.
Редукторный корпус коробчатой формы с
гладкими стыками производит впечатление тяжелой глыбы металла. Редуктор
становится более легким на вид, если придать чередующимся горизонтальным
составляющим его корпуса несколько различную ширину и ввести ранты по контуру
стыков.
Для улучшения внешнего вида и условий
обслуживания корпус редуктора необходимо очерчивать плоскими поверхностями; все
выступающие элементы (стыковочные фланцы, приливы подшипниковых гнезд, ребра
жесткости и др.) устраняются с наружных поверхностей и вводятся внутрь корпуса;
опорные лапы установочного фланца не выступают за габариты корпуса; все
крепежные винты размещают в нишах корпуса, а центрирующие штифты (рис. 3.20, г)
– в срезах углов крышки картера (рис. 1.1, в; рис. 3.18).
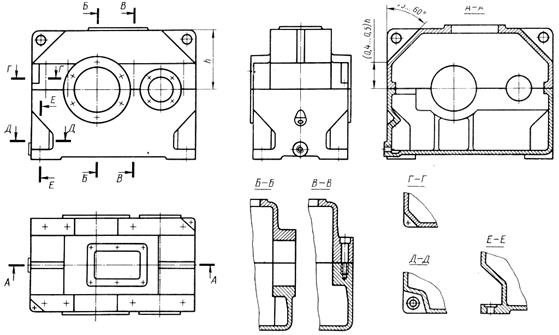
Рис.
3.18. Пример конфигурации корпуса цилиндрического одноступенчатого редуктора,
выполненного с учетом требований современных норм
промышленной эстетики
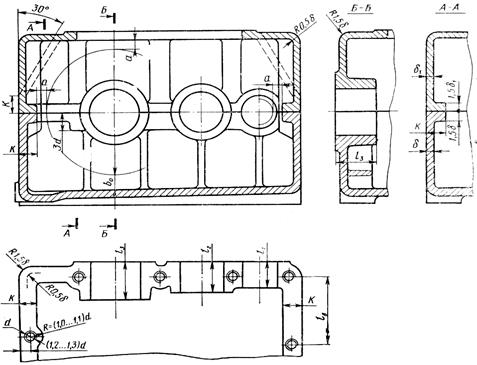
Рис.
3.19. Пример конструктивного оформления внутренней полости корпуса
цилиндрического двухступенчатого
редуктора,
выполненного с учетом требований современных норм промышленной эстетики
При таких конфигурациях корпус
характеризуется большей жесткостью и лучшими виброакустическими
характеристиками, повышенной прочностью в местах расположения фундаментных
болтов (шпилек), упрощением его наружной очистки. Однако возрастает
материалоемкость и значительно усложняется литейная оснастка. В связи с этим
такие корпуса экономически целесообразны только при среднесерийном
и более крупных масштабах производства редукторов.
Величину зазоров «a и b0» (рис.
3.19) между обработанными поверхностями вращающихся деталей передач редуктора и
необрабатываемыми поверхностями внутренней полости его корпуса, а также толщину
стенок картера δ и его крышки δ1, устанавливают по рекомендациям, приведенным на с. 54 − 55.
Контур картера и его крышки оформляют
радиусами закруглений, показанными на рис. 3.19.
Верхнюю поверхность крышки картера выполняют
параллельно плоскости разъема корпуса. Вертикальная и горизонтальная стенки
крышки образуют прямой угол с малыми радиусами закруглений. Возможно соединение
их наклонной стенкой, показанной на рис. 3.19 штриховыми линиями (см. также
рис. 3.18).
Вследствие неизбежных погрешностей,
возникающих при изготовлении моделей картера и его крышки, при формовке и во
время удаления моделей из литейных форм, размеры отливок этих корпусных деталей
получаются с отклонениями от своих номинальных значений. Это приводит к
несовпадению контуров картера и его крышки. Поэтому в стыковочном фланце крышки
необходимо предусматривать рант (напуск), скрывающий возможное несовпадение
контуров соединяемых деталей (рис. 3.20, а).
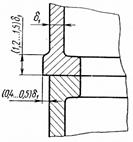
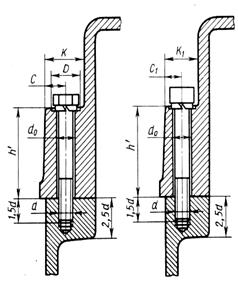
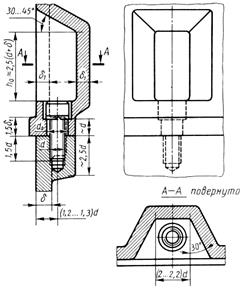
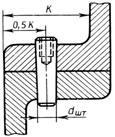
Рис.
3.20. Рекомендуемое конструктивное оформление стыковочных фланцев картера и его
крышки
Ширина К прилива
крышки картера (рис. 3.20, б), предназначаемого для установки стыковочных
винтов (обычно с цилиндрической головкой, имеющей шестигранное углубление «под
ключ», реже – с шестигранной головкой), должна обеспечить свободный подход к
нему режущего инструмента при обработке отверстий под крепежные винты и
механизированного слесарного – при затяжке соединения.
Для стыковочного фланца картера это условие
отсутствует и поэтому его ширина К (рис. 3.19) может
быть взята меньшей:
K=(2,0…2.2)δ,
где δ – толщина стенок картера, мм.
В тех местах, где размещают стыковочные
винты, при необходимости предусматривают местное увеличение ширины фланца
картера (рис. 3.19).
Высоту h’ прилива крышки картера под
стыковочные винты (рис. 3.20, б) назначают так же, как и высоту бобышек у
приливов подшипниковых гнезд (см. с. 62), а высоту бобышки картера принимают
равной 2,5d, где d – номинальный диаметр резьбы крепежного винта, мм.
При необходимости установки стыковочных
винтов на коротких боковых сторонах корпуса (рис. 3.19) их размещают в
специально выполненных нишах (рис. 3.20, в), располагаемых с шагом lb≤(10…15)d.
Центрирующие штифты (обычно конические
по ГОСТ 9464 – 79 с резьбовым отверстием для их демонтажа) устанавливают в
срезах углов крышки картера (рис. 3.18 и рис. 3.20, г). Диаметр штифтов dшт назначают по соотношению, указанному на с. 60.
В рассматриваемом типе конструкций редукторных
корпусов длину подшипниковых гнезд l (рис. 3.21) определяют: ширина подшипника 1; длина
центрирующего пояска накладной подшипниковой крышки 2 (рис. 3.21, а; в) или
высота закладной крышки (рис. 3.21, б); толщина мазеудерживающей
шайбы 3 (рис. 3.21, в) и др.
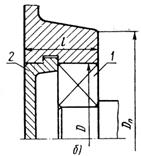
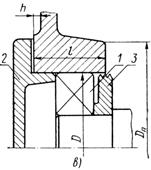
Рис. 3.21. К определению размеров приливов подшипниковых гнезд корпуса редуктора
Так как у валов редуктора конструкции
подшипниковых опор и осевые размеры их деталей различны, то и длины
подшипниковых гнезд (l1, l2 и l3 на рис.
3.19) также будут разные.
Для крепления накладных (привертных)
подшипниковых крышек предусматривают обрабатываемые платики
высотой h (рис. 3.21, а; в),
которую назначают по рекомендациям, изложенным на с.
63. Диаметр этих платиков, а также количество,
расположение, диаметры и глубины их крепежных отверстий, определяют по
соотношениям, приведенным на с. 61.
В случае применения закладных
подшипниковых крышек платики не делают (рис. 3.21,
б).
Диаметр приливов подшипниковых гнезд Dn (рис. 3.21) в рассматриваемом типе конструкций редукторных
корпусов принимают:
Dn=1,25D+10
мм,
где D – диаметр посадочного отверстия под подшипник, мм.
Найденное значение Dn согласовывают с числовым рядом Ra 40
ГОСТ 6636 – 69 (прил.1).
Наружным литым поверхностям приливов
придают уклоны по направлению к их торцам (рис. 3.21). Величину этих уклонов
назначают по рекомендациям, приведенным в подразд.
2.1 данного раздела.
В том случае, когда длина
подшипникового гнезда l≥1,5 D, где D – диаметр отверстия под подшипник, прилив такого гнезда
подкрепляют внутренними ребрами (рис. 3.19).
Расположение этих ребер, а также конфигурацию и размеры
как самих ребер, так и сопряжений их литых поверхностей с поверхностями других
элементов корпуса редуктора, к которым они примыкают, назначают по рекомендациям,
изложенным на с. 63 и в подразд. 2.2 данной работы.
Крепление редуктора к фундаментной плите или раме производят болтами
или шпильками. Количество фундаментных болтов (шпилек) «n» назначают по табл. 3.4 в зависимости от
межосевого расстояния «а» для одноступенчатых и суммарного расстояния «аΣ»
для двух- и трехступенчатых редукторов, а номинальный диаметр их резьбы dф определяют по соотношению, указанному на с.
67.
Места крепления корпуса к плите (раме) располагают на возможно большем
расстоянии друг от друга (но в пределах габарита корпуса) и оформляют в виде
ниш (рис. 3.22), расположенных по углам корпуса (рис. 3.18).
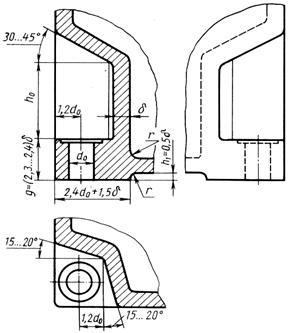
Рис.
3.22. Рекомендуемые форма и размеры ниши, отливаемой в углу
картера
для размещения фундаментных болтов (шпилек)
При необходимости размещения установочных (фундаментных) болтов или
шпилек на боковой стенке картера (когда количество этих деталей n > 4) их помещают в нише, рекомендуемые
форма и размеры которой показаны на рис. 3.23.
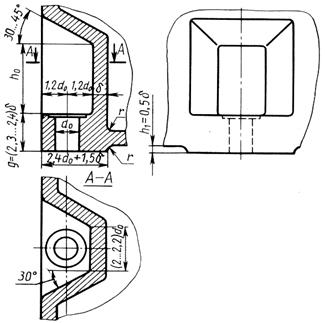
Рис.
3.23. Рекомендуемые форма и размеры ниши, отливаемой на
боковой
стенке
картера для размещения фундаментных болтов (шпилек)
Высоту ниши h0, мм, рекомендуется [2, с. 168] принимать при
креплении редуктора к фундаментной плите (раме):
- болтами h0 = 2,5(dф + δ);
- шпильками h0 = (2,0…2,5)dф,
где dф
– номинальный диаметр
резьбы крепежной детали, мм;
δ – толщина стенок картера, мм.
Однако необходимо отметить, что конфигурация крепежных отверстий,
показанная на рис. 3.22 и рис. 3.23, требует применения обратного зенкования (рис. 3.10), что неудобно и малопроизводительно.
В связи с этим такая форма крепежных отверстий целесообразна только в том случае,
когда возможности производства корпусов не
позволяют (см. подразд. 1.3) получать отливки 1 класса точности. В точных отливках
нет необходимости обрабатывать в отверстиях установочных фланцев опорные
поверхности для крепежных деталей, поэтому не нужно и обратное зенкование, а если диаметр крепежных отверстий d0 > dmin, то не надо и сверление этих отверстий (они
получаются в процессе литья изделия).
Значение минимального диаметра отверстий dmin, мм, еще получаемых методом литья,
определяют по следующей формуле:
dmin=dM+0,1l,
где l – протяженность (длина) отверстия, мм;
dм – диаметр отверстия, отливаемого в элементе, который имеет исчезающе
малую толщину, мм.
Для чугунных отливок dм = 7, стальных 10, из легких сплавов 5 мм.
Конструктивные формы редукторных корпусов, описанные выше, не являются единственно возможными. Это
только лишь отдельные примеры конструктивного оформления литых корпусных
деталей редуктора. В случае необходимости можно и нужно создавать другие их конструкции.
Следует отметить еще одно обстоятельство: красивая, чистая отделка
корпуса редуктора привлекает потребителей и настраивает обслуживающий персонал
на бережное отношение к нему.
Пестрота красок, яркие, кричащие тона отделки корпуса не улучшают, а,
напротив, портят внешний вид редуктора, поэтому цвета его окраски должны быть
спокойными.
Корпуса редукторов, работающих в закрытых вентилируемых помещениях,
целесообразно окрашивать красками светлых тонов (светло-серый, светло-зеленый,
голубой), которые, обладая повышенным коэффициентом отражения, увеличивают
освещенность помещения. В производствах, где на первом месте стоят требования
санитарии (пищевое, медицинское), следует при- менять
покрытия молочно-белого цвета или цвета слоновой кости.
Редукторы, эксплуатируемые на открытом воздухе или в запыленных
помещениях, подвержены воздействию атмосферных осадков, выхлопных газов, пыли,
копоти и т.д. Поэтому их корпуса предпочтительно окрашивать в темные цвета
(темно-серый, цвет мокрого асфальта и т.п.).
Необрабатываемые поверхности внутренней полости корпуса редуктора
окрашивают бензо-маслостойкой краской красного (это предписывают нормы
техники безопасности) цвета.
Покрытие корпуса должно быть долговечным, абразивостойким,
хорошо противостоять воздействиям окружающей среды, обладать высокой адгезией к
металлическим поверхностям и надежно защищать металл от коррозии.
Взамен масляных лакокрасочных покрытий в настоящее время применяют
более стойкие синтетические покрытия (пентофталевые и
нитроцеллюлозные эмали; эскапоновые лаки;
глифталевые, алкидные, фенольные или эпоксидные покрытия и др.). Наиболее
высокими качествами обладают силиконовые (кремнийорганические) покрытия,
отличающиеся водо-, пыле- и грязеотталкивающими
свойствами, свето- и термостойкостью.
Вид необходимых покрытий поверхностей деталей указывают в технических
требованиях их условными обозначениями. Например, условное обозначение
глифталевого грунтовочного покрытия имеет вид: «ГР. ГФ – 020»; атмосферостойкой
пентофталевой эмали серого цвета, предназначенной для
умеренного климата, – «ЭМ. ПФ – 133 серая. IV. У1», а масло-бензостойкой
красного цвета – «ЭМ. ПФ
– 133 красная. IV. 6 – У1».
3.2. Цилиндрические соосные редукторы
Корпуса соосных редукторов отличает от ранее рассмотренных конструкций
только наличие дополнительной стенки, расположенной внутри корпуса и
предназначенной для совместного размещения в ней одной из опор ведущего и
ведомого валов редуктора (рис. 3.24).
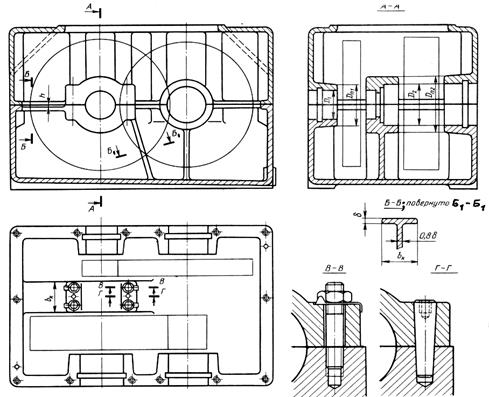
Рис.
3.24. Пример конструктивного оформления внутренней полости
корпуса
цилиндрического соосного однопоточного редуктора
Для повышения жесткости внутренней стенке
придают тавровое сечение (рис. 3.24, сеч. Б – Б), а чтобы она не мешала механической
обработке плоскости стыка картера, ее не доводят до плоскости разъема корпуса
на величину
h=(0,4…0,5)δ,
где δ – толщина стенок картера, мм.
Ширину bk, мм, прилива общего подшипникового гнезда,
располагаемого в верхней части внутренней стенки картера, принимают
b1=B1+B2+q,
где B1
и B2 – ширина наружных колец подшипников, соосно устанавливаемых в
рассматриваемом приливе корпуса, мм;
q – расстояние между
наружными кольцами этих подшипников, мм.
В совместном подшипниковом гнезде, имеющем
разъем, плоскость которого совпадает с плоскостью разъема корпуса, отверстие
для подшипников (в зависимости от принятой схемы их установки) конструируют с
уступами (рис. 3.24, сеч.
А – А) или гладким (бесступенчатым).
Схему установки подшипников разрабатывают в процессе проектирования
подшипниковых узлов валов редуктора. Рекомендации по выбору схемы установки
подшипников в рассматриваемом подшипниковом гнезде редуктора приведены,
например, в [2, с. 93 – 94].
Внешний диаметр Dn приливов подшипниковых гнезд определяют по
соотношению, приведенному на с. 81.
Крышку, закрывающую прилив совместного
подшипникового гнезда, центрируют двумя коническими штифтами (рис. 3.24, сеч. Г – Г) и крепят к этому приливу винтами или
шпильками (рис. 3.24, сеч. В – В).
Корпус соосного редуктора, в тихоходной
ступени которого зубчатые колеса имеют внутреннее
зацепление своих зубьев (рис. 3.25), отличается тем, что в приливе 1 внутренней
стенки картера (или стойки, ограниченной на рис. 3.25 пунктирными линиями)
размещают одну из опор трех валов: входного и выходного, соосно расположенных,
и промежуточного – им параллельного.
Рис.
3.25. Пример конструктивного оформления внутренней стенки картера соосного
редуктора
с внутренним зацеплением зубьев колес его тихоходной ступени
Ширину bk прилива внутренней стенки (или стойки)
картера в месте соосной установки подшипников входного и выходного валов
редуктора определяют по формуле, приведенной выше. Ширину b1 этого прилива в месте установки подшипника промежуточного редукторного
вала назначают в следующих пределах:
b1=(1,1…1,2)B,
где В – ширина наружного кольца
рассматриваемого подшипника, мм.
Весьма часто в задней стенке корпуса делают технологическое отверстие 2
(рис. 3.25), предназначенное для прохода режущего инструмента (резцовой
борштанги) при расточке (рис. 3.26) отверстий подшипниковых гнезд
промежуточного вала редуктора. По окончании расточки отверстий под подшипники
это технологическое отверстие закрывают крышкой.
Рис.
3.26. Пример размещения технологического отверстия,
обеспечивающего
выход из корпусной детали режущего инструмента
Если внутренняя стенка полностью разделяет полость картера на две
части, то, чтобы эти части сообщались, в ней делают окна 3, чаще всего
прямоугольной формы (рис. 3.25).
Корпуса двухпоточных соосных редукторов
симметричны относительно общей оси быстроходного и тихоходного валов (рис.
3.27, а; сеч. В − В). Для размещения внутренних опор этих валов в середине
внутренней полости картера отливают стойку 1 (рис. 3.27, а) или стенку 2 с
приливом (рис. 3.27, б).
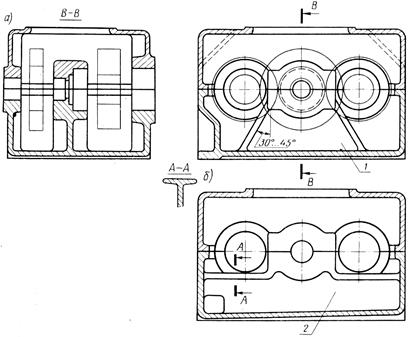
Рис.
3.27. Пример конструктивного оформления внутренней
полости
корпуса соосного двухпоточного редуктора
Внутренние стенки корпусов соосных редукторов, выполненные нераспространяющимися на всю длину внутренней полости
корпуса (рис. 3.27, а), несколько снижают массу и расход металла, однако в
ущерб их жесткости. Поэтому такую конструкцию внутренних
стенок целесообразно применять в том случае, когда в опорах валов редуктора
используют шарикоподшипники, которые (в отличие от роликовых) менее
чувствительны к перекосам своих колец.
3.3. Конические и коническо - цилиндрические редукторы
Корпуса редукторов этих типов отличаются от цилиндрических лишь
наличием прилива, продольная ось которого перпендикулярна продольным осям
подшипниковых гнезд других валов редуктора. В этом приливе редукторного корпуса
размещают стакан, содержащий комплект вала конической шестерни с его опорами и
другими деталями.
Если производство редукторов единичное или мелкосерийное, то в этом
случае прилив для стакана вала конической шестерни конструктивно оформляют, как
показано на рис. 3.28.
Рис.
3.28. Пример конструктивного оформления прилива
для
размещения опор вала конической шестерни
Для удобства выхода расточного режущего инструмента (резцовой оправки)
должна быть образована плоскость, перпендикулярная продольной оси посадочного
отверстия рассматриваемого прилива корпуса редуктора. Поэтому при оформлении
внутренней поверхности стенки центр радиуса R галтелей относят от края отверстия D (рис. 3.28) на расстояние не менее 0,5а.
Здесь а – необходимая величина зазора между наружной поверхностью конического
колеса и внутренней поверхностью корпуса редуктора, определяемая по условию,
приведенному на с. 54.
Пример конструктивного оформления корпуса коническо-цилиндрических
редукторов среднесерийного и более крупных масштабов выпуска приведен на рис. 3.29.
Рис.
3.29. Пример конструктивного оформления корпуса коническо-цилиндрического
редуктора,
выполненного с учетом требований современных норм
промышленной эстетики
Платик под фланец стакана (рис. 3.29, вид А), исходя из требований экономии
металла, лучше выполнять квадратным. Соответствующую
форму придают фланцам стакана и подшипниковой крышки.
С целью повышения жесткости прилива, предназначенного для опор вала
конической шестерни, его связывают ребрами не только с картером, но и с крышкой
картера. Это обусловлено тем, что рассматриваемый прилив корпуса имеет
сравнительно большую длину, а зацепление конических зубчатых колес весьма
чувствительно к их перекосам. Повышенную жесткость корпуса требуют (для
нормальной работы) и роликовые радиально - упорные подшипники, обычно
применяемые в опорных узлах вала конической шестерни, которые также очень чувствительны
к перекосам их колец.
Длину рассматриваемого прилива корпуса редуктора; наружный диаметр его
фланца (рис. 3.28) или диаметр Dф платика (рис. 3.29); диаметр D посадочного отверстия; количество,
расположение и номинальный диаметр резьбы его крепежных отверстий определяет
подшипниковый стакан вала конической шестерни. Подшипниковые стакан и крышки
конструируют при проектировании подшипниковых узлов валов редуктора.
Разработка конструкции подшипникового стакана и определение его
размеров рассмотрены, например, в [2, с. 99 – 101]; [3, с. 337 – 338].
Наружный диаметр фланца прилива (рис. 3.28) или наружный диаметр Dф платика (рис.
3.29) определяют по следующей формуле:
Dф=Dфс+2k,
где Dфс – наружный диаметр фланца подшипникового стакана, вставляемого в рассматриваемый
прилив корпуса, мм;
k – величина возможного (в процессе получения отливок) смещения литых
поверхностей корпуса от их номинального положения, определяемая по рис. 1.13,
мм.
Наружный диаметр Dф’ прилива, располагаемого внутри
корпуса (рис. 3.29), принимают
![]()
где D –
диаметр посадочного отверстия в рассматриваемом приливе корпуса, мм.
Остальные элементы корпусов конических и коническо-цилиндрических
редукторов такие же, как и у цилиндрических,
рассмотренных выше.
3.4. Червячные редукторы
Корпуса червячных редукторов конструируют в
двух исполнениях: неразъемные (при
межосевых расстояниях червячной передачи аw≤180 мм) с двумя окнами на боковых стенках
(рис. 3.30), через которые при общей сборке редуктора вводят в его корпус заранее
собранный комплект вала червячного колеса, и разъемные – с плоскостью разъема, располагаемой по оси вала
червячного колеса (рис. 3.31 и рис. 1.5).
Рис.
3.30. Пример конструктивного оформления неразъемного корпуса червячного
редуктора с нижним расположением
червяка,
выполненного с учетом требований современных норм промышленной эстетики
Рис. 3.31. Пример конструктивного оформления разъемного корпуса
червячного редуктора с нижним расположением
червяка, выполненного с учетом требований современных норм промышленной
эстетики.
Боковые крышки неразъемных корпусов
центрируют по переходной посадке (обычно Н8/js7) и крепят к корпусу винтами, как правило, с
цилиндрической головкой, имеющей шестигранное углубление «под ключ» (рис. 3.30,
сеч. Б
– Б). Номинальный диаметр d
резьбы этих винтов определяют по соотношению, приведенному на с. 56, а их
количество «n»
назначают, выполняя следующее условие:
tВ≤10d,
где tв – шаг
расположения центров крепежных отверстий в крышке и корпусе, мм.
Диаметр отверстий d0, необходимых для
прохода через фланцы корпусных крышек стержней их крепежных винтов, назначают
по табл. 3.1 в зависимости от величины номинального диаметра d резьбы этих винтов.
Для удобства сборки редуктора диаметр D отверстия окна (рис. 3.30) выполняют на
величину 2С = 2…5 мм больше максимального диаметра dам2 червячного колеса.
Наружный диаметр Dк фланца корпусной крышки назначают по соотношению
DK=D+(4,0…4,4)d.
Чтобы добиться необходимой жесткости, боковые крышки корпуса выполняют
высокими (Н≥0,1Dk), с шестью радиально расположенными ребрами.
Соединение крышек с корпусом уплотняют резиновыми кольцами
круглого поперечного сечения (рис. 3.30, выносной элемент I; сеч. Б
– Б).
Наружный диаметр прилива корпуса Dф и его высота h
составляют
Dф=DK+2k;
h≥k,
где k –
величина возможного (в процессе получения отливки корпуса) смещения литых
поверхностей от их номинального положения, определяемая по рис. 1.13.
На рис. 3.31 и рис. 1.5 показаны примеры конструктивного оформления
разъемных корпусов червячных редукторов с нижним и верхним расположением
червяка. Для повышения жесткости червяка его опоры максимально сближают.
Допустимые границы приливов подшипниковых гнезд червяка определяют
прочерчиванием. Зазоры «а и b0» между наружными
поверхностями вращающихся деталей червячной передачи и поверхностями внутренней
полости корпуса редуктора назначают по рекомендациям, изложенным в подразд. 3.1.
Боковые стороны корпусов червячных редукторов
обычно получаются сравнительно длинными. Поэтому крепежных винтов,
расположенных только у приливов подшипниковых гнезд вала червячного колеса,
оказывается недостаточно для обеспечения герметичности стыка корпусных деталей
редуктора. В связи с этим в стыковое соединение картера с
крышкой вводят дополнительные крепежные винты, устанавливаемые в местах стыковочного
фланца крышки картера с меньшей его толщиной (рис. 3.31, сеч. В – В; рис. 1.5, сеч. В – В). Рекомендуемые [2, с. 166]
форма и размеры стыковочных фланцев корпусных деталей редуктора в местах
установки дополнительных стяжных винтов показаны на рис. 3.32 (см. также рис.
3.20, в).
Рис.
3.32. Рекомендуемые форма и размеры стыковочных фланцев корпусных
деталей
редуктора в местах установки дополнительных стяжных винтов
Ширину стыковочного фланца К крышки картера
назначают по рекомендациям, изложенным в подразд.
3.1.
Для контроля состояния зубьев червячного колеса и правильности их
зацепления (по расположению на них пятна контакта), а также для заливки масла,
в верхней части крышки картера предусматривают люк. Однако при верхнем
расположении червяка (рис. 1.5) через люк 1 на крышке картера невозможно
наблюдать за состоянием зубьев червячного колеса, так как их закрывает червяк.
Поэтому в узкой боковой стенке картера делают смотровое окно 2, через которое
наблюдают (в процессе эксплуатации) за состоянием зубьев червячного колеса и за
расположением на них пятна контакта (при регулировке червячного зацепления во
время сборки редуктора). После сборки редуктора это окно закрывают крышкой, в
которую может быть вмонтирован (при необходимости) маслоуказатель.
Остальные конструктивные элементы корпусов червячных редукторов (ниши и
бобышки для размещения крепежных деталей, приливы подшипниковых гнезд, ребра
жесткости, грузовые проушины и др.) выполняют по рекомендациям, приведенным
выше для зубчатых редукторов.
3.5. Оформление места соединения корпуса редуктора с фланцем электродвигателя
Для установки фланцевого электродвигателя на корпусе редуктора
предусматривают присоединительный фланец, к которому шпильками (реже болтами)
крепят фланец корпуса двигателя (рис. 3.33, а; б).
Рис.
3.33. Примеры конструктивного оформления места
соединения
редуктора с фланцевым электродвигателем
Предварительно вычерчивают консоли валов редуктора и электродвигателя,
а также фланец двигателя, оставляя между торцами валов зазор 2…3 мм или больше
(рис. 3.33, а) в зависимости от принятого типоразмера муфты, соединяющей эти
валы. Выбор типоразмера соединительных муфт рассмотрен, например, в [2, с. 211
– 220] или [3, с. 230 – 233].
После этого к фланцу электродвигателя подводят присоединительный фланец
корпуса редуктора толщиной S,
который соединяют затем непосредственно с редукторным корпусом полым коническим
участком, имеющим толщину стенок δ0, равную толщине стенок
корпуса δ.
Толщину S, мм,
присоединительного фланца редуктора определяют:
- при использовании болтов или шпилек,
завинчиваемых во фланец электродвигателя, по соотношению
S=(1,4…2,0)d,
где d –
номинальный диаметр резьбы болта (шпильки), мм;
- при ввинчивании шпилек во фланец редуктора
– по табл. 3.2.
Диаметр d шпилек (болтов)
определяет диаметр крепежных отверстий, имеющихся во фланце стыкуемого с ним к
редуктору электродвигателя.
Конфигурация присоединительного фланца корпуса редуктора зависит от
соотношений его размеров с размерами фланца присоединяемого электродвигателя
(рис. 3.33, а; б), а также от диаметрального габарита муфты, выбранной для
соединения их валов.
Однако наличие у корпусной детали редуктора такого присоединительного
фланца значительно усложняет получение ее отливки и последующую механическую
обработку. Поэтому для снижения трудоемкости изготовления этой корпусной детали
электродвигатель крепят не непосредственно к корпусу редуктора, а к крышке его
подшипника, которую профилируют, как показано на рис. 3.33, в.
4. Рекомендации по оформлению рабочих чертежей литых корпусных деталей редуктора
Правила оформления рабочих чертежей деталей изучают в курсе «Черчение».
Ниже излагаются только дополнительные сведения, связанные со спецификой учебного проектирования, с которыми
студенты должны ознакомиться при выполнении ими курсового проекта по деталям
машин, а также те, на которые целесообразно обратить их внимание в порядке
повторения уже изученного материала.
Рабочие чертежи литых корпусных деталей редуктора вычерчивают в
соответствии с требованиями ГОСТ 2.109 – 73 и с учетом изменений ГОСТ 2.305 –
68, внесенных 01. 01. 90 г., на листах ватмана формата А1,
снабженных рамкой и основной надписью, которую выполняют по форме, предписанной
ГОСТ 2.104 – 68 и стандартом университета СТП БИТМ 012 – 85 (прил. 2).
Рабочий чертеж детали должен содержать все параметры, необходимые для
ее изготовления и контроля, и которым она должна соответствовать перед сборкой
изделия. Поэтому на чертеже должны быть указаны все данные, определяющие форму
и размеры детали: характеристика шероховатости, предельные отклонения размеров,
формы и расположения ее поверхностей; марка материала; вид термообработки и покрытия
(если они предусматриваются).
Деталь на рабочем чертеже изображают в таком положении, в котором она
проходит большинство операций ее механической обработки, и ограничиваются
минимально необходимым (для полного выявления формы детали и простановки размеров)
количеством проекций, видов, разрезов и сечений (рис. 4.6). лишние виды и разрезы затрудняют чтение
чертежа и требуют дополнительных затрат времени и усилий на их вычерчивание.
Номинальные значения линейных и угловых размеров корпусных редукторных
деталей принимают по данным сборочного чертежа редуктора и проставляют на их
рабочих чертежах в соответствии с требованиями ГОСТ 2.307 – 68.
Изготовление литой корпусной детали редуктора состоит из нескольких,
последовательно выполняемых, технологических операций. Основные из них:
получение отливки; обработка привалочных плоскостей;
получение отверстий под крепежные детали (болты, винты, шпильки); сборка частей
разъемного корпуса редуктора; сверление и развертывание (в сборе) отверстий под
центрирующие штифты; установка этих штифтов и растачивание (в сборе) базовых
посадочных отверстий подшипниковых гнезд.
Для выполнения каждого технологического этапа на чертеже корпусной
детали редуктора должно быть задано необходимое
количество размеров. В связи с этим проставляют (с учетом особенностей их
взаимного «привязывания», рассмотренных в подразд.
1.6) следующие группы размеров:
- размеры, определяющие величину и внешнюю
форму детали, необходимые для изготовления модели;
- размеры, определяющие конфигурацию внутренней
полости отливки, требуемые для изготовления стержней;
- размеры базовых отверстий и координаты их
расположения;
- размеры и координаты расположения крепежных
отверстий.
Необходимо напомнить и некоторые требования ГОСТ 2.307 – 68,
регламентирующего простановку размеров на рабочих чертежах деталей.
- Размеры, относящиеся к одному
конструктивному элементу детали, нужно концентрировать в одном месте чертежа.
- Не допускается наносить размеры в виде
замкнутой цепи, за исключением случаев, когда один из размеров указан как
справочный.
- Размеры (со своими предельными
отклонениями) элементов детали, обрабатываемых совместно (в сборе) с другой
деталью, заключают в квадратные скобки (рис. 4.1, а), а в технических
требованиях помещают следующее указание: «Обработку по размерам в квадратных
скобках производить совместно с дет. №…..».
Рис.
4.1. Простановка размеров, получаемых при совместной обработке деталей
Номер детали представляет собой условное обозначение ее рабочего
чертежа, которое имеет следующую структуру:
ДМ 1. 2 . 3 . 4. 5
,
где ДМ – аббревиатура дисциплины «Детали машин»;
1 – номер задания на курсовой проект, состоящий из двух цифр;
2 – номер варианта задания на курсовой проект, состоящий из двух цифр;
3 – номер (из двух цифр) позиции редуктора на чертеже общего вида
изделия, в состав которого он входит;
4 – номер позиции на сборочном чертеже редуктора входящей в его состав
сборочной единицы (например, фонарного маслоуказателя);
на рабочих чертежах деталей редуктора в
этом месте записывают «00»;
5 – номер позиции (из трех цифр), которую занимает на сборочном чертеже
редуктора рассматриваемая редукторная корпусная деталь.
Например, обозначение рабочего чертежа картера, занимающего позицию 3
на сборочном чертеже редуктора, который на чертеже общего вида привода имеет
позицию 2, в курсовом проекте по деталям машин, выполняемом в соответствии с
5-м вариантом 8-го задания, будет выглядеть следующим образом:
ДМ 08. 05. 02. 00. 003
- Если обработку отверстий под штифты, винты и другие крепежные детали
выполняют при сборке изделия, то на чертеже детали эти отверстия не изображают
и никаких указаний в технических требованиях не приводят. Все необходимые
данные для обработки таких отверстий указывают на сборочном чертеже редуктора
(рис. 4.1, б).
- Размерные линии необходимо наносить на расстоянии не менее 6 – 10 мм
от контура изображения детали на чертеже. Такое же расстояние должно
соблюдаться и между параллельными размерными линиями, причем его следует
сохранять одинаковым в пределах всего чертежа.
- Размерные линии, размерные числа и их отклонения запрещается
пересекать любыми другими линиями.
- Размерные числа в пределах всего чертежа выполняют одним размером
шрифта (обычно 3,5 или 5-м), независимо от масштаба изображения отдельных видов
или разрезов детали, и наносят над размерной линией с просветом не менее 1,0 –
1,5 мм, параллельно ей и как можно ближе к ее середине. При недостатке места
над размерной линией размерные числа наносят на ее продолжение за выносную
линию или на полке - выноске (рис. 4.6).
- Размерные числа при нескольких параллельных размерных линиях наносят
в шахматном порядке.
Предельные отклонения диаметров базовых
отверстий подшипниковых гнезд (обычно по Н7) и
диаметров резьб в крепежных отверстиях (по 7Н)
назначают в соответствии с посадками, указанными на сборочном чертеже
редуктора. Диаметры безрезьбовых участков крепежных
отверстий выполняют свободными (по 14 квалитету точности).
Предельные отклонения цепных
размеров детали в общем случае принимают по результатам расчета размерных
цепей, в состав которых они входят. Этот расчет регламентируют ГОСТ 16319 – 80
и ГОСТ 16320 – 80.
На свободные размеры предельные отклонения задают по 14 квалитету
точности и оформляют общей записью в технических требованиях (см. прил. 2).
Размер L (рис.
4.2, а) часто является составляющим размером сборочной размерной цепи. Таким же
размером в корпусах с закладными крышками подшипников является размер L между внешними плоскостями канавок (рис.
4.2, б), а также размер L0 у картеров червячного (рис. 4.3) и
конического редукторов (рис. 4.4).
Рис.
4.2. Примеры цепных размеров и базовых поверхностей
картера
корпуса цилиндрического редуктора
Рис. 4.3. Примеры цепных размеров и базовых поверхностей
картера корпуса червячного редуктора
Рис. 4.4.
Примеры цепных размеров и базовых поверхностей
картера
корпуса конического редуктора
В
связи с тем, что в передаточных механизмах необходимую точность их сборки
обычно обеспечивают компенсаторами, то предельные отклонения указанных выше
размеров корпусных деталей назначают не по результатам расчета соответствующей
размерной цепи, а в зависимости от принятого способа компенсации
неточностей сборки передаточных механизмов редуктора.
- Если компенсатором служит деталь
(например, компенсирующее кольцо), торцы которой шлифуют или шабрят в
необходимый размер, каждый раз вновь устанавливаемый
по результатам измерений, проводимых непосредственно при сборке каждого
конкретного редуктора, то (в целях снижения припусков на указанные обработки)
рассматриваемые цепные размеры необходимо выполнять с отклонениями по h9.
- В том случае, когда компенсатором
является комплект мерных (определенной толщины) прокладок, предельные
отклонения рассматриваемых размеров назначают по h11.
- При использовании в качестве
компенсатора винтовой пары, вследствие ее широких компенсирующих возможностей,
эти размеры корпусных деталей редуктора можно выполнять свободными.
Для того
чтобы собранные комплекты валов с зубчатыми (червячными) колесами и
подшипниками можно было свободно устанавливать (при общей сборке редуктора) в
подшипниковые гнезда корпуса, оси базовых отверстий должны лежать в плоскости
разъема. При фрезеровании плоскости разъема получают размер Н1,
а при последующем растачивании (в сборе) базовых отверстий корпуса −
размер Н0 (рис. 4.2. и рис. 4.3). Вследствие неизбежных погрешностей
механической обработки эти размеры приобретают некоторые отклонения от своего
номинального значения. При разности этих размеров “b” (рис. 4.5) образуются выступы S, которые затрудняют установку в подшипниковые гнезда
корпуса комплектов валов редуктора с насаженными на них деталями.
Рис. 4.5. Схема образования выступов в базовых
отверстиях подшипниковых
гнезд при несовпадении их осей с плоскостью разъема
корпуса редуктора
Несовпадение
“b” осей базовых отверстий корпуса редуктора с его
плоскостью разъема есть замыкающий размер цепочки размеров, в котором
аккумулируются неизбежные погрешности размеров Н1
и Н0. Опыт редукторостроения показывает,
что для обеспечения свободной установки комплектов валов в корпус редуктора,
рассматриваемое несовпадение “b” не должно
превышать 0,005Dmin, где Dmin −
диаметр меньшего из базовых отверстий корпуса редуктора, мм.
Расчет
соответствующей размерной цепи показал, что для обеспечения требуемой
(рассмотренным условием) величины несовпадения “b”, размер Н1,
указываемый на рабочем чертеже
корпусной детали редуктора, нужно выполнять с предельными отклонениями по h11, а на размер Н0, проставляемый на сборочном чертеже редуктора, назначать
(в соответствии требованиям ГОСТ 8592 − 79) следующие отклонения, мм:
(Н0)-0,5 − при Н0 до
250 мм (включительно);
(Н0)-1 − при Н0 св. 250
до 630 мм.
Межосевые
расстояния а1, а2, … корпуса
редуктора (рис. 4.2) также являются составляющими размерами соответствующих
сборочных цепей. Как показал расчет этих размерных цепей, предельные отклонения
∆а размеров корпуса а1, а2,
… цилиндрических редукторов, а также предельные отклонения межосевого
расстояния цилиндрической ступени корпуса коническо-цилиндрических
редукторов и корпусов червячных передач, должны составлять не более
![]()
где fa −
значение верхнего предельного отклонения межосевого расстояния передачи, мм.
Предельные
отклонения межосевого расстояния цилиндрической зубчатой передачи нормирует
ГОСТ 1643 − 81 (табл. 4.1), а червячной передачи − ГОСТ 3675 −
81 (табл. 4.2).
Числовой
коэффициент в этом соотношении предельных отклонений учитывает наличие
погрешностей изготовления подшипников качения и смещения осей вращения валов
из-за имеющихся монтажных зазоров как в самих
подшипниках, так и зазоров посадки их наружных колец в отверстия корпуса, а
внутренних − на цапфы вала.
Таблица 4.1. Предельные отклонения межосевых
расстояний цилиндрических зубчатых передач
|
Вид сопряжения зубьев колес |
Предельные отклонения ±fa, мкм, при межосевом расстоянии аw, мм |
|||||
|
до 80 |
св. 80 до 125 |
св. 125 до 180 |
св. 180 до 250 |
св. 250 до 315 |
св. 315 до 400 |
|
|
С |
35 |
45 |
50 |
55 |
60 |
70 |
|
В |
60 |
70 |
80 |
90 |
100 |
110 |
Таблица 4.2. Предельные отклонения межосевых
расстояний червячных передач
|
Степень точности передачи |
Предельные отклонения ±fa, мкм, при межосевом расстоянии аw, мм |
|||||
|
до 80 |
св. 80 до 125 |
св. 125 до 180 |
св. 180 до 250 |
св. 250 до 315 |
св. 315 до 400 |
|
|
6 |
28 |
32 |
38 |
42 |
45 |
50 |
|
7 |
45 |
50 |
60 |
67 |
75 |
80 |
|
8 |
71 |
80 |
90 |
105 |
110 |
125 |
|
9 |
110 |
130 |
150 |
160 |
180 |
200 |
Размеры
а0 и b0 (рис.
4.2 − 4.4) координируют взаимное расположение общей оси посадочных
отверстий корпуса, предназначенных для опор быстроходного вала редуктора, и осей
отверстий под установочные (фундаментные) болты или шпильки. Эти размеры входят
в сборочные размерные цепи, определяющие относительное расположение валов
редуктора и другого изделия (чаще всего электродвигателя).
При единичном и мелкосерийном производстве редукторов крепежные
отверстия и отверстия под центрирующие штифты в их корпусах сверлят по
разметке, поэтому размеры, определяющие расположение этих отверстий, выполняют
свободными по 14 квалитету точности.
Во всех остальных типах производства редукторов крепежные отверстия в
их корпусных деталях сверлят в станочных приспособлениях (кондукторах) или на
станках с ЧПУ (числовым программным управлением). В этом случае на координаты
расположения осей крепежных отверстий необходимо задавать позиционные допуски,
ограничивающие смещение осей этих отверстий от своих номинальных положений.
Зазоры между фундаментными болтами (шпильками) и поверхностями
крепежных отверстий в установочном фланце корпуса используют для выверки
положения редуктора на фундаментной плите (раме). Учитывая это, позиционный
допуск Т⨁, мм, расположения отверстий в установочном фланце
картера, имеющий симметричное поле, вычисляют по следующей формуле:
Т⨁=0,2(d0-dф),
где d0 − номинальный диаметр крепежных отверстий в
установочном фланце картера, мм;
dф −
номинальный диаметр резьбы фундаментных болтов (шпилек), мм.
Позиционные допуски размещения крепежных отверстий в других местах
корпуса (например, в стыковочных фланцах, на торцовых плоскостях приливов подшипниковых
гнезд и др.) определяют по формуле
Т⨁=0,4(d0-dВ),
где d0 −
номинальный диаметр крепежных отверстий во фланцах деталей, устанавливаемых на
корпус редуктора, мм;
dв − номинальный диаметр резьбы крепежных болтов
(винтов, шпилек), которыми эти детали крепят к корпусным деталям редуктора, мм.
Размеры, определяющие положение центров
отверстий под центрирующие штифты, выполняют свободными.
Предельные отклонения размеров наносят
на чертеж в соответствии с требованиями ГОСТ 2.307−68. При этом необходимо
учитывать, что условные обозначения
предельных отклонений линейных размеров (например: «∅35 Н7»; «150 h11») используют при среднесерийном и более крупных
масштабах выпуска деталей; числовые
обозначения предельных отклонений линейных размеров (например: «∅72 + 0,08»; «30–0,1») −
при индивидуальном и мелкосерийном производстве, а предельные отклонения угловых величин указывают только их
числовыми значениями.
При обработке детали возникают
погрешности не только линейных или угловых размеров, но и геометрической формы
(нецилиндричность, неплоскостность
и др.), и расположения (неперпендикулярность, несоосность
и т.п.) ее осей и поверхностей.
Предельные значения
этих погрешностей на рабочем чертеже детали указывают либо на ее изображении
условными стандартизованными (ГОСТ 2.308 − 79) графическими обозначениями
(рис. 4.6), либо в технических требованиях (прил. 2) − когда применение
условных графических обозначений невозможно (отсутствует стандартизованный
графический знак допуска указываемой погрешности) или нецелесообразно (если
нанесение обозначения на изображении детали затруднит его считывание с
чертежа).
При условном обозначении предельные
отклонения формы или расположения поверхностей записывают в прямоугольной
рамке, разделенной на две или три части. В первой части этой рамки размещают
графический знак допуска формы или расположения (табл. 4.3), во второй −
числовое значение допуска, мм, и в третьей (при
необходимости) − обозначение базы, относительно которой задан этот
допуск.
Базовые поверхности и оси детали
обозначают на ее рабочем чертеже равносторонним зачерненным треугольником,
соединенным коротким отрезком прямой линии с квадратной рамкой, в которой
записывают обозначение базы (заглавной буквой латинского алфавита). Высота
зачерненного треугольника равна h, а высота
рамки 2h, где h − высота размерных чисел на чертеже (обычно h= 3,5 мм).
Таблица
4.3. Условные графические знаки допусков формы и расположения
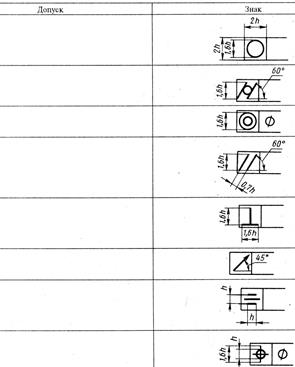
Следует также помнить, что ГОСТ 2.308 −
79 установлены следующие правила нанесения на чертежах деталей условных
обозначений баз, допусков формы и расположения:
− если базой является
поверхность, то основание зачерненного треугольника должно располагаться на
контурной линии этой поверхности (или ее выносном продолжении за контур детали)
вдали от размерной линии;
− если базой является ось или
плоскость симметрии, то зачерненный треугольник нужно помещать симметрично
размерной линии по другую сторону ее стрелки;
− если допуск относится к
поверхности, то соединительную линию рамки его условного обозначения,
снабженную на своем конце стрелкой, располагают вдали от размерной линии;
− если допуск относится к оси или
плоскости симметрии, то соединительная линия рамки должна быть продолжением
размерной линии.
Для удобства чтения
чертежа рамки условных обозначений допусков формы и расположения
рекомендуется размещать над изображениями детали на одном – двух (и не более)
уровнях.
Однако необходимо отметить, что на
рабочем чертеже детали указывают предельные значения рассматриваемых отклонений
только тех ее поверхностей, погрешности изготовления
которых влияют на работоспособность изделия, в состав которого входит эта
деталь. Например, нецилиндричность базовых отверстий
подшипниковых гнезд корпуса редуктора искажает геометрическую форму дорожек
качения колец подшипников, что ухудшает условия работы подшипников качения и
снижает их ресурс. Неплоскостность стыковочных
поверхностей (особенно их выпуклость) корпусных деталей редуктора снижает
плотность их прилегания, что может вызвать разгерметизацию корпуса. Несоосность базовых отверстий подшипниковых гнезд корпуса
редуктора вызывает перекосы валов зубчатых колес, вследствие чего ухудшаются
условия зацепления зубьев, повышается концентрация нагрузки и даже возможно их выламывание.
Допуски формы и расположения базовых плоскостей
корпусных деталей (рис. 4.2 − 4.4) нормирует ГОСТ Р
50891 − 96.
Неплоскостность, мм/мм, этих плоскостей корпусов редукторов должна
быть не более:
0,05/100 − плоскости основания К;
0,01/100 − плоскости разъема N;
0,03/100 − торцовых плоскостей Р и Q.
Непараллельность плоскостей К и N и неперпендикулярность
плоскостей Р и Q к плоскости N должны
быть не более 0,05/100 мм/мм.
Нецилиндричность базовых отверстий
подшипниковых гнезд ограничивают следующим соотношением:
TН≤0,5TD,
где Тн
− допуск цилиндричности базового отверстия
рассматриваемого подшипникового гнезда корпуса редуктора, мм;
ТD −
допуск диаметра рассматриваемого базового отверстия, мм.
Допуск соосности
пары отверстий для подшипников, расположенных в противоположных стенках корпуса
редуктора, задают (табл. 4.4) в диаметральном выражении и относят к диаметрам
этих посадочных отверстий. Степень точности допусков соосности
определяет тип подшипников. Для подшипников I группы (шариковые радиальные и радиально-упорные)
назначают 8-ю степень точности допуска соосности; II группы
(радиальные роликовые) − 7-ю степень; III группы (роликовые радиально-упорные) − 6-ю.
Таблица 4.4. Допуски соосности
посадочных отверстий
для
подшипников качения
|
Интервалы диаметров, мм |
Степени точности допусков соосности |
||
|
6 |
7 |
8 |
|
|
Допуски соосности, мкм |
|||
|
30 − 50 |
20 |
30 |
50 |
|
50 − 120 |
25 |
40 |
60 |
|
120 − 250 |
30 |
50 |
80 |
Общая ось каждой пары базовых отверстий
корпуса с целью ограничения перекоса колец подшипников и валов редуктора должна
быть перпендикулярна плоскостям Р и Q (рис. 4.2 − 4.4). Допуски перпендикулярности
(табл. 4.5) относят к диаметру Dб прилива
подшипникового гнезда (см. с. 61) или к диаметру его платика
(рис. 3.21, а; в), если применяют накладные крышки подшипников. При
использовании закладных подшипниковых крышек допуски перпендикулярности относят
к наружному диаметру их фланца.
Степень точности допуска перпендикулярности
принимают такой же, как и для допуска соосности.
Таблица 4.5. Допуски перпендикулярности Т⊥
общих осей посадочных
отверстий
подшипниковых гнезд к их торцовым плоскостям
|
Интервалы диаметров, мм |
Степени точности допусков перпендикулярности |
||
|
6 |
7 |
8 |
|
|
Допуски перпендикулярности, мкм |
|||
|
40 − 63 |
10 |
16 |
25 |
|
63 −100 |
12 |
20 |
30 |
|
100 − 160 |
16 |
25 |
40 |
|
160 − 250 |
20 |
30 |
50 |
Для цилиндрической зубчатой передачи
ГОСТ 1643 − 81 регламентированы допуски параллельности fx и перекоса fy осей
вращения ее валов на ширине «b» зубчатого
венца шестерни или ее полушеврона. В связи с этим значения допусков
параллельности Тх и перекоса Ту, мм, общих осей посадочных отверстий
подшипниковых гнезд на ширине L корпуса
цилиндрического редуктора (рис. 4.2) вычисляют по следующим формулам:
![]()
где fx,
fу − допуски параллельности и
перекоса, мм, выбираемые по таблицам ГОСТ 1643 −
81 (табл. 4.6) в зависимости от степени точности передачи и ширины «b» зубчатого венца шестерни или ее полушеврона (для
шевронных передач).
Таблица 4.6. Значения допусков
параллельности fx и перекоса fу
осей
вращения
валов цилиндрических зубчатых передач
|
Обозначение допусков |
Ширина «b», мм,
зубчатого венца шестерни или ее полушеврона |
Значения допусков, мкм, при степени точности передачи |
|||
|
6 |
7 |
8 |
9 |
||
|
fx |
до 40 |
9 |
11 |
18 |
28 |
|
40 − 100 |
12 |
16 |
25 |
40 |
|
|
fу |
до 40 |
4,5 |
5,6 |
9 |
14 |
|
40 − 100 |
6,3 |
8 |
12 |
20 |
|
Для конических зубчатых передач ГОСТ
1758 − 81 регламентированы предельные отклонения ±ЕΣ (табл. 4.7) от перпендикулярности осей в передаче и
отклонения ±fа от их
пересечения (табл. 4.8).
В связи с этим допуск
перпендикулярности Т⊥, мм, общих осей отверстий в корпусе редуктора,
предназначенных для опор валов конических шестерни и колеса, определяют по
следующей формуле:
![]()
где ЕΣ − верхнее предельное
отклонение от перпендикулярности осей вращения валов конической зубчатой
передачи, мм, назначаемое по ГОСТ 1758 − 81 (табл. 4.7);
L0 −
расстояние от общей оси посадочных отверстий для подшипников вала конического
колеса до внешней торцовой плоскости прилива корпуса редуктора, в котором
размещают комплект вала конической шестерни, мм (рис. 4.4);
Rm − среднее конусное расстояние передачи, мм.
Таблица
4.7. Значения предельных отклонений ЕΣ,
мкм, от перпендикулярности
осей
вращения валов конической зубчатой передачи
|
Обозначение отклонений |
Вид сопряжения |
Среднее конусное расстояние Rm,
мм |
||||||||
|
до 50 |
св. 50 до 100 |
св. 100 до 200 |
||||||||
|
Угол делительного конуса шестерни δ10 |
||||||||||
|
до 15 |
св. 15 до 25 |
св. 25 |
до 15 |
св. 15 до 25 |
св. 25 |
до 15 |
св. 15 до 25 |
св. 25 |
||
|
±ЕΣ |
С В |
18 30 |
26 42 |
30 50 |
26 42 |
30 50 |
32 60 |
30 50 |
45 71 |
50 80 |
Отклонения ∆х, мм, от пересечения продольных осей посадочных отверстий корпуса,
предназначенных для подшипниковых опор валов конической передачи, определяют по
соотношению
![]()
где fa −
верхнее предельное отклонение от пересечения осей вращения валов конической
передачи, определяемое по ГОСТ 1758 − 81 (табл. 4.8), мм.
Таблица 4.8. Значения предельных
отклонений ±fa от
пересечения
осей вращения валов конической
зубчатой передачи
|
Степень точности передачи |
Среднее конусное расстояние Rm,
мм |
||
|
до 50 |
св. 50 до 100 |
св. 100 до 200 |
|
|
Отклонения ±fa, мкм |
|||
|
6 |
12 |
15 |
18 |
|
7 |
18 |
20 |
25 |
|
8 |
28 |
30 |
36 |
|
9 |
36 |
45 |
55 |
На чертежах корпусных деталей червячных
редукторов задают допуск Ту, мм, перекоса
общих осей отверстий для опор червяка и вала червячного колеса, который
определяют по соотношению
![]()
где fΣ − верхнее
предельное отклонение межосевого угла в червячной передаче, мм,
определяемое по ГОСТ 3675 − 81 (табл. 4.9);
L0 −
расстояние между торцовыми плоскостями корпуса, мм (рис. 4.3);
b2 − ширина зубчатого венца червячного колеса, мм.
Числовой коэффициент и в этих формулах
имеет тот же смысл, что и на с. 100
Таблица 4.9.
Предельные отклонения fΣ межосевого
угла в
червячной передаче
|
Ширина венца колеса b2, мм |
Степень точности передачи |
|||
|
6 |
7 |
8 |
9 |
|
|
Предельные отклонения ±fΣ, мкм |
||||
|
до 63 |
9 |
12 |
16 |
22 |
|
св. 63 до 100 |
12 |
17 |
22 |
28 |
Параметры шероховатости поверхностей
детали на ее рабочем чертеже указывают в соответствии с предписаниями ГОСТ
2.309−73 над условным графическим знаком (рис. 4.6). Высоту h короткой
части этого знака принимают равной высоте размерных чисел на чертеже (обычно
3,5 мм). Высоту Н длинной части знака назначают в пределах (1,5…3,0)h −
в зависимости от объема записи параметров, характеризующих шероховатость
рассматриваемой поверхности детали. Для облегчения чтения чертежа условные
обозначения шероховатости наносят в непосредственной близости от размерной
линии, подведенной к рассматриваемой поверхности детали.
Из числа параметров шероховатости,
установленных ГОСТ 2789 −73, наибольшее применение в машиностроении
получил параметр Ra − среднее арифметическое отклонение профиля
микронеровностей от его средней линии, мкм, на базовой
длине l.
Параметр Rz (средняя высота микронеровностей профиля по 10
точкам, мкм) применяют или для очень грубых, или
весьма чистых поверхностей. Это обусловлено тем, что для таких поверхностей
параметр Rz определяется легче, чем параметр Ra.
Переход от параметра Rz к параметру Ra производят по соотношениям:
Ra=0,25Rz при
Rz≥8 мкм; Ra=0,2Rz при Rz<8 мкм.
Для поверхностей посадочных
отверстий корпуса, предназначенных для подшипников валов редуктора, параметр Ra их шероховатости выбирают в зависимости от назначения
поверхности, диаметра отверстия D и класса
точности подшипника (табл. 4.10).
Таблица
4.10. Предельные значения параметра Ra
шероховатости поверхностей
посадочных
отверстий корпусов, предназначенных для подшипников качения
|
Вид поверхности отверстия |
Классы точности подшипников |
|||
|
0; 6 |
5; 4 |
0; 6 |
5; 4 |
|
|
Параметр шероховатости Ra,
мкм (не более) при диаметрах отверстия D, мм |
||||
|
до 80 |
80…500 |
|||
|
Посадочная |
1,25 |
0,63 |
1,6 |
0,8 |
|
Торцы канавок |
2,5 |
1,25 |
1,6 |
0,8 |
Рекомендуемые значения
параметра Ra шероховатости других
обрабатываемых поверхностей корпусных деталей редукторов приведены в табл.4.11.
Таблица
4.11. Рекомендуемые предельные значения параметра Ra шероховатости
обрабатываемых
поверхностей корпусных деталей редукторов
|
Вид поверхности корпусной детали редуктора |
Параметр шероховатости Ra,
мкм (не
более) |
|
|
Плоскость разъема |
при использовании
уплотняющих паст |
3,2 |
|
если их использование не предусматривается |
2,5 |
|
|
Установочная плоскость
опорных лап |
6,3 |
|
|
Плоскость платика под крышку смотрового окна |
6,3 |
|
|
Торцы платиков
подшипниковых гнезд при использовании накладных подшипниковых
крышек |
1,6 |
|
|
Наружная поверхность канавки
под фланец закладной крышки подшипника или под
стопорное кольцо |
6,3 |
|
|
Поверхности отверстий под
подшипники качения класса точности 0 при
диаметре D: |
до 80 мм |
1,25 |
|
св. 80 мм |
1,6 |
|
|
Поверхности отверстий под
крепежные детали |
12,5 |
|
|
Опорные поверхности под
головки болтов, винтов, шайбы |
6,3 |
|
|
Поверхности отверстий под
центрирующие штифты |
1,6 |
|
|
Торцы бобышек под
маслосливные пробки, маслоуказатели |
6,3 |
|
|
Поверхности отверстий под маслоуказатели |
6,3 |
|
|
Поверхности фасок в
отверстиях |
12,5 |
|
|
Поверхности дренажных
отверстий и смазочных каналов |
12,5 |
|
Рабочий чертеж детали помимо
изображения самой детали должен содержать еще и технические требования, расширяющие
сведения об изготавливаемом изделии.
Технические требования
составляют и размещают на поле чертежа в соответствии с предписаниями ГОСТ
2.316 − 68. Их записывают без заголовка над основной надписью рабочего
чертежа в виде колонки шириной не более 185 мм (не выходящей за габарит
основной надписи чертежа). Допускается запись технических требований в две (и
более) колонки, помещая вторую (и др.) колонку влево от основной надписи
чертежа.
Содержание технических
требований должно быть изложено в повелительном наклонении, кратко, четко и
однозначно. Пунктам технических требований дают сквозную нумерацию арабскими
цифрами, оканчивающуюся точкой. Каждый пункт записывают с красной строки
основным чертежным шрифтом (ГОСТ 2.304−81) размером не менее 2,5. Точку в
конце пунктов технических требований не ставят.
На рабочих чертежах деталей
технические требования необходимо записывать в следующей последовательности:
−
требования, предъявляемые к заготовке детали, ее термической обработке
(например: «Отливку
выполнить по III классу
точности ГОСТ 1855 − 55»; «Подвергнуть искусственному старению»);
− к
размерам заготовки (например: «Литейные уклоны типа II по ГОСТ 3212 − 57»; «Неуказанные радиусы 5 мм»);
− к совместной
обработке с другой деталью (при ее наличии);
− к
предельным отклонениям размеров обрабатываемых поверхностей детали (например: «Неуказанные пред. откл. размеров: отверстий +t, валов -t,
остальных ±t/2 среднего класса точности ГОСТ 25670 − 83»);
− к
предельным отклонениям формы или расположения поверхностей детали, если это
необходимо (например: «Несовпадение осей отверстий ∅….
и ∅…. с
плоскостью разъема не более …. мм »);
− к покрытиям,
отделке поверхностей (при их наличии).
Обозначение
точности отливок.
В соответствии с ГОСТ 26645-85 в обозначение точности
отливки входят следующие ее параметры: класс размерной точности, степень
коробления, степень точности поверхностей, класс точности массы и допуск
смещения.
Пример условного
обозначения точности отливки 8-го
класса размерной точности, 5-й степени коробления, 4-й степени точности
поверхностей, 7-го класса точности массы и допуском смещения 0,8 мм:
Точность
отливки 8-5-4-7 См 0,8 ГОСТ 26645-85.
Ненормируемые показатели точности отливок заменяют
нулями, а обозначение смещения опускают:
Точность
отливки 8-0-0-7 ГОСТ 26645-85.
В технических требованиях чертежей литых деталей
допускается указывать сокращенную номенклатуру норм точности отливки, при этом
указание классов размерной точности и массы отливки является обязательным:
Точность
отливки 8-0-0-7ГОСТ26645-85.
При проектировании литых деталей и составлении на них
конструкторской документации необходимо учитывать указания ГОСТов, номера
которых приведены в таблице 83.
Таблица 4.12. Стандарты на отливки
|
ГОСТ |
Наименование |
|
977-88 |
Отливки стальные. Общие
технические условия |
|
1583-93 |
Сплавы алюминиевые
литейные. Технические условия |
|
3212-92 |
Комплекты модельные. Уклоны
формовочные. Основные размеры |
|
7769-82 |
Чугун легированный для отливок со специальными
свойствами. Марки |
|
21357-87 |
Отливки из хладостойкой и
износостойкой стали. Общие технические условия |
|
26358-84 |
Отливки из чугуна. Общие
технические условия |
|
26645-85 |
Отливки из металлов и сплавов.
Допуски размеров, массы и припуски на механическую обработку |
5. Проектирование сварных корпусных деталей редукторов
Сварные
корпусные детали экономически более выгодны при единичном или мелкосерийном производстве,
когда, не оправдываются затраты на изготовление оснастки (кокилей, стержней
и т.д.) или не освоено литье на
предприятии. Детали изготовляют из сортового проката или в комбинации со
штампованными, коваными, литыми элементами. Причем материал последних
должен обладать хорошей свариваемостью (низкоуглеродистые стали, некоторые
легированные стали), иначе сильно усложняется технологический процесс сварки.
Проектируя сварное изделие, необходимо учитывать появление сварочных
деформаций, как в отдельных частях, так и во всем изделии. Поэтому
ответственные детали приходится отжигать или подвергать длительному
«вылеживанию» (старению).
Следует
ограничиваться минимальным числом типоэлементов,
максимально использовать гнутые и штампованные элементы, контуры элементов
желательно ограничивать прямыми линиями; ребра, косынки не должны иметь острых
углов, так как в этой зоне при сварке не обеспечивается полноценность шва.
Форма свариваемых элементов и их взаимное расположение не должны затруднять
сварку.
Толщина стенок сварного корпуса равна δсв=0,8δ, где δ - толщина
стенок литого корпуса.
Корпус и крышку редуктора сваривают из элементов,
изготовленных прокатом (полоса, пруток круглого сечения, лист и т.п.). в
тяжелом машиностроении и судостроении применяют сварные корпуса с литыми или кованными деталями. После сварки корпус и крышку отжигают и
иногда рихтуют. Потом проводят обработку резанием плоскостей и отверстий
детали.
Конструирование отдельных элементов сварного корпуса
(подшипниковых гнезд, мест крепления крышек и корпуса, опорных фланцев и др.)
подчинятся общим правилам.
6. Уплотнения и устройства для уплотнения
В
местах соединения корпусных деталей, а также в местах входа и выхода валов в
корпус механизма устанавливаются уплотняющие устройства (уплотнения),
предназначенные для защиты внутреннего пространства механизма от попадания
вредных ингредиентов внешней среды (воды, пыли, абразивных частиц) и для
предохранения от вытекания из внутреннего пространства смазочных материалов.
Общими элементами
уплотнений различных видов являются:
- уплотняемые поверхности стыка соединения,
- уплотнитель, обеспечивающий герметичность.
Основными
факторами, влияющими на
работоспособность уплотнения, являются:
-свойства рабочей и окружающей сред,
- режимы работы,
- свойства материалов герметизируемого соединения и
уплотнителя,
- допускаемые пределы утечки,
- ресурс,
- общий срок эксплуатации,
- токсичность и химическая агрессивность сред.
Часто для повышения работоспособности создают
комбинированные уплотнения, включающие уплотнители нескольких видов.
Классификация уплотнений:
1. по
характеру относительной подвижности деталей, между которыми устанавливается
уплотнение –
- для неподвижных соединений. К числу
соединений, подлежащих такому уплотнению,
относятся болтовые соединения корпусов различных аппаратов высокого и низкого
давления, крышек редукторов и многих других машин. Их уплотнение достигается за
счет сжатия прокладок, колец и других уплотняющих элементов, при затяжке
болтов. Прокладки и кольца имеют различное поперечное сечение и форму в плане, соответствующую
форме стыка. Их изготовляют из листовых материалов (картона, паронита, асбеста, резины, алюминия, меди, стали и др.).
Выбор материала для элемента производят в зависимости от напряжения сжатия,
исключающего утечку.
В некоторых случаях (при монтаже подшипников и т. п.)
прокладки используют одновременно и в качестве регулировочных.
Для повышения герметичности иногда прокладку (стык)
перед постановкой промазывают краской, пастой или герметизирующей мастикой.
- для подвижных соединений с
возвратно-поступательным, вращательным и сложным движением. Наиболее часто на
практике возникает необходимость уплотнения выступающих из корпусов вращающихся
хвостовиков валов.
2. по
характеру взаимодействия с движущейся деталью –
- контактные, осуществляющие
герметизацию за счет плотного прилегания уплотняющих деталей к соответствующим
сопряженным поверхностям соединения (рис. 6.1, а, б, в, г);
- бесконтактные,
работающие при наличии щелей (зазоров) в соединениях (рис. 6.1, д,
е);
- разделительные,
осуществляющие герметизацию с помощью упругой диафрагмы между средами.
Существуют комбинированные уплотнения, в
которых сочетаются элементы разных классов, а также уплотнения, механизм герметизации которых зависит от
режима работы.
Например, торцовые гидростатические уплотнения при
остановке и малой частоте вращения являются контактными, а в основном режиме -
бесконтактными.
Герметизацию неподвижных соединений осуществляют
преимущественно контактными, реже диафрагменными уплотнениями и уплотнениями с
герметиками, а также точно соприкасающимися (притертыми) поверхностями.
3. По специфике
механизма герметизации контактные уплотнения подразделяются на:
- эластомерные кольца и прокладки,
- металлические прокладки,
- газонаполненные кольца,
- комбинированные уплотнения.
Герметизация точно соприкасающихся поверхностей
обеспечивается за счет их шлифования или шабрения. Такие соединения иногда
применяются при давлении до 5 МПа.
4. по
способу создания уплотняющего давления между уплотнительным элементом и подвижной деталью –
- пассивные или натяжные (рис. 6.1, а, б), в которых необходимое
давление между уплотняемыми поверхностями создается за счёт деформации
уплотняющего элемента и не зависит от давления среды в полости корпуса
механизма,
- активные
(рис. 6.1, в, г), в которых
давление между уплотняемыми поверхностями растет пропорционально увеличению
давления во внутренней полости механизма;
5. в
зависимости от материала, из которого изготовлен уплотняющий элемент –
- металлические (рис. 6.1, б, г)
- неметаллические (рис. 6.1, а, в);
6. по форме
подвижной уплотняемой поверхности –
- торцевые (плоскостные, рис. 6.1, г),
- цилиндрические (рис. 6.1, а, б, в, д, е, ж),
- конические,
- сферические.
Обычно на первом этапе конструирования невозможно
выбрать конкретный вид уплотнения, можно лишь наметить систему уплотнения
агрегата и выявить функциональное назначение каждого уплотнения.
Для выбора конкретных уплотнений необходим анализ
характеристик уплотнений различных типов.
Характеристики резиновых армированных манжет для валов
и уплотнительные материалы с их характеристиками приведены в разделе справочные
данные.
Рис. 6.1. Уплотнения валов: а – сальник; б
– металлические кольца;
в –
манжетное; г – торцовое; д – лабиринтное; е – двойное лабиринтное
ж – комбинированное (сальник + щелевое).
Из контактных уплотнений валов наиболее широкое применение находят сальниковые (рис. 6.1, а) и манжетные (рис. 6.1, в) уплотнения.
Сальники – неметаллические контактные уплотнения пассивного
типа. Применяются сальниковые уплотнения при относительных скоростях скольжения
(скорость уплотняемой поверхности вала) до 5 м/с и давлениях в рабочей полости до 0,5 МПа.
Простейшее
сальниковое уплотнение (рис. 6.1, а)
содержит кольцо прямоугольного сечения, пропитанное смазывающим материалом и
запрессованное в трапециевидную канавку, угол между боковыми поверхностями
которой составляет 20…30°.Сальниковое кольцо чаще всего выполняют из войлока,
или кожи и проваривают его перед установкой в консистентной смазке.
В манжетных
уплотнениях (рис. 6.1, в) предварительное
поджатие уплотняющей кромки манжеты к поверхности вала происходит за счёт
деформации манжеты и натяжения браслетной пружины, которой всегда снабжается
манжета (рис. 6.2). Увеличение давления во внутренней полости корпуса механизма
способствует возрастанию усилия, прижимающего ласт манжеты к поверхности вала,
препятствуя тем самым сообщению внутренней полости с внешней средой.
Армированные манжеты могут изготавливаться как из различных резиновых смесей,
так и из пластиков (полиуретан, поливинилхлорид). Манжетные уплотнения могут
применяться при скоростях скольжения до 10 м/с.
Получили распространение уплотнения по торцовым
поверхностям (рис.6.1, г). Уплотнение
включает уплотнительное кольцо из антифрикционного материала типа АМС-1,
уплотнительное кольцо из закаленной стали марки 40Х, ШХ15, пружину и
дополнительное статическое уплотнение в виде резинового кольца круглого
сечения.
Для
уплотнения выходных концов валов (окружная скорость до 6 м/с) применяют упругие
стальные шайбы толщиной 0,3...0,5 мм.
Рис. 6.2. Конструкция резиновой армированной манжеты:
1
– браслетная пружина; 2 – тело манжеты; 3 – металлическая армирующая вставка
Бесконтактные уплотнения можно разделить на 3 основных
группы:
1. уплотнения сопротивления
(резистивные);
2. инерционные
уплотнения;
3. насосные уплотнения.
Резистивные
уплотнения представляют собой тонкую щель или лабиринт, создающие за счёт малого
поперечного сечения и большой протяжённости повышенное сопротивление протеканию
жидкостей и газов (рис.
6.1, д, е и рис. 6.3, а, б). В таком уплотнении утечки
возможны постоянно, но они не велики и выполняют положительную роль, вынося
наружу посторонние частицы, попадающие в зону уплотнения. Щелевые уплотнения
зачастую снабжаются дополнительными канавками (рис. 6.3,
а), выравнивающими давление протекающей жидкости по окружности щели, и
создающие дополнительное сопротивление протекающей жидкости. Зазор
щелевого уплотнения между крышкой и валом заполняют пластичным смазочным
материалом, защищающим подшипник от попадания извне влаги и пыли.
К
инерционным уплотнениям можно отнести маслоотбрасывающие
кольца и диски, устанавливаемые на валах рядом с подшипниковыми гнёздами.
Частицы жидкости или твёрдые, попадая на вращающийся вместе с валом диск,
отбрасываются силами инерции по радиусам на периферию. Таким образом
исключается возможность их попадания в зазор между валом и отверстием, через
которое он проходит.
Пример
исполнения насосного уплотнения представлен на рис. 6.3, в. Основным элементом этого уплотнения являются резьбовые канавки,
нарезанные на поверхности части вала, находящейся в отверстии, через которое
вал проходит. Направление нарезки канавок выбрано таким, что любая частица,
попавшая в канавку, при вращении вала, двигаясь по канавке за счёт сил инерции,
будет выброшена из зазора. Такой процесс может происходить только при вращении
вала в одну сторону, на элементе, изображённом на рис. 6.3, в, а уплотнение будет работать только
тогда, когда вал будет вращаться против часовой стрелки, если смотреть на его
торец с левой стороны. Поэтому такое уплотнение можно применять в тех
механизмах, где вал постоянно имеет однонаправленное движение.
Наличие
зазора в бесконтактных уплотнениях не обеспечивает их герметичности при
неработающем механизме, однако в процессе работы механизма эти уплотнения
весьма успешно защищают его внутреннее пространство от пыли и грязи. По этой
причине такие уплотнения применяют, как правило, совместно с контактными,
устанавливая их снаружи от последних (рис. 6.1, ж).
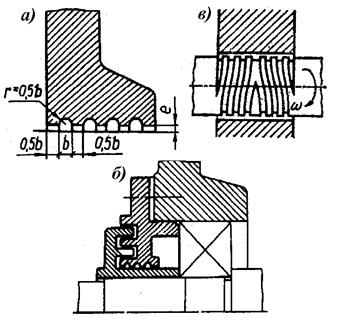
Рис. 6.3. Бесконтактные уплотнения:
а – щелевое с канавками в щели, б – лабиринтное,
в – насосное сдвоенное.
7. Смазочные материалы и устройства
Защита элементов механизма от
неблагоприятных факторов внешней среды ещё не гарантирует нормальной его
работы. Одним из необходимых условий длительной и эффективной работы любого механизма
является смазывание поверхностей трения.
Смазыванием называют
подведение смазывающего материала к поверхностям трения механизма с целью
снижения потерь энергии в механизме, уменьшения скорости изнашивания
поверхностей трения и защиты этих поверхностей от коррозии, повышения КПД механизмов и машин.
Подачу
смазывающего агента к поверхностям трения обеспечивают смазочные устройства
(рис.7.1 и 7.2). Конструкция смазочных устройств определяется особенностями и
ответственностью проектируемого механизма или машины в целом, режимом её
работы, размерами элементов пары трения, условиями эксплуатации и многими
другими факторами.
Смазочные материалы разделяют на два вида:
- жидкие минеральные масла;
- эластичные смазки (консистентные пасты).
Минеральные масла разделяют на:
- конструкционные (моторные,
трансмиссионные, индустриальные, турбинные и др.);
- технические,
применяемые при обработке металлов.
Основные
характеристики жидких смазок -
кинематическая вязкость, температура вспышки и застывания приведены в справочных
данных.
Пластичные смазки по температуре
каплеотделения (tко) разделяют на
- низкоплавкие (tко<65 °С),
- среднеплавкие (65 °С≤tко≤100 °С),
- тугоплавкие (tко>100 °С).
Смазывание трущихся деталей машин (болтов, зубчатых
колес, и др.) производят преимущественно жидкими минеральными или
синтетическими маслами, пластичными (консистентными) и твердыми смазками.
В качестве жидких масел используют минеральные
масла (индустриальное, турбинное, трансформаторное, цилиндровое и др.), которые
сохраняют свои свойства до температуры 120°С при
длительной работе.
Кальциевые смазки (солидолы) применяют при длительной работе деталей до
температуры 60°С.
Натриевые смазки (консталины) более тугоплавки, их допустимо использовать при
температурах до 100...20°С.
Литиевые смазки могут работать при температурах от 60 до 150... 200°С.
Твердые смазки (коллоидальный графит, дисульфит молибдена, фтористые соединения и т. п.) используют для деталей, работающих в вакууме, в
условиях очень низких температур (ниже
-100 °С) или весьма высоких температур (свыше 300°С), при работе в агрессивных
средах, не допускающих присутствия какого-либо количества масла или даже паров.
В зависимости от условий работы, применяют различные способы
подачи смазочных материалов к деталям и узлам.
Разовое или периодическое закладывание,
или намазывание, используют для
смазывания шарниров (смазка шарниров
рулевого управления и элементов ходовой части автомобилей при техническом
обслуживании), резьбовых соединений, цепей передач, низкооборотных
подшипников скольжения, подшипников качения при окружной скорости вала не свыше
10... 15 м/с и др. Пластичные смазки закладывают в корпуса подшипников (в
объеме 1/3… 1/2 свободного пространства), намазывают при сборке или подают периодически через индивидуальные
смазочные устройства (колпачковую масленку,
пресс-масленку под шприц (рис.7.1, а
и рис.7.2, г) и др.).
Непрерывное, например, смазка зубьев шестерен в коробках передач
и главных передач автомобилей.
Окунанием в масляную ванну (картерную) смазывают зубчатые передачи редукторов, коробок
передач, закрытых высокооборотных цепных передач, а также шарикоподшипников. При этом способе смазки
жидкое масло необходимой консистенции заливается непосредственно в корпус
механизма, причём его уровень устанавливается таким, чтобы часть зубьев,
участвующих в работе передачи, в своём движении проходила через масляную ванну.
Такой способ смазки применим при окружных скоростях зубчатых венцов колёс до 15
м/с. При более высоких
окружных скоростях зубьев колёс применяют струйную смазку с подачей масла
струёй под избыточным давлением непосредственно в зону контакта зубьев. Глубина
погружения в масляную ванну зубьев цилиндрических колёс должна составлять не менее удвоенной высоты зуба в неработающем механизме.
Глубина погружения червяка при его нижнем расположении относительно червячного
колеса может составлять до половины его делительного диаметра, однако уровень
масла выше середины тел качения подшипников, установленных на валу червяка, нежелателен.
Заливку минерального масла в корпус подшипника (при
горизонтальном расположении его оси) производят до уровня, соответствующего
положению центра тела качения, занимающего в подшипнике нижнее положение.
Подача смазки фитилями или дозирующей масленкой (рис.7.1, в… г)
используется в основном для смазывания высокооборотных малогабаритных
подшипников, а также цепных передач.
Рис.7.1. Смазочные устройства
Простейшими
устройствами, предназначенными для
индивидуальной периодической смазки узлов трения, являются маслёнки (рис. 7.2).
Для подачи жидких масел применяют масленки с поворотной крышкой (рис. 7.2, а) и шариковые (рис. 7.2, б). Масло в эти маслёнки подается с помощью
переносных наливных маслёнок или специальных шприцов. Для подачи консистентной (пластичной) смазки применяются
колпачковые маслёнки (рис. 7.2, в) и прессмаслёнки (рис. 7.2, г). Внутренняя полость колпачковой маслёнки заполняется смазочным материалом и
посредством периодического подкручивания колпачка на 1…2 оборота проталкивается
к узлу трения. Прессмаслёнки стандартизованы
(ГОСТ 19853-74) и выпускаются массовым тиражом промышленностью. Консистентная
смазка через прессмаслёнку продавливается в узел
трения специальным шприцом, в полости которого создаётся избыточное давление
вручную или механически.
Рис. 7.2. Маслёнки для периодической смазки:
а, б
– жидкими маслами; в, г –
консистентной смазкой
Разбрызгиванием масла из общей масляной ванны смазывают червячные передачи
(при нижнем расположении червяка), а также подшипники редукторов, коробок
передач станков и автомобилей. Разбрызгивание и «масляный туман» создаются
погруженными в масло зубчатыми колесами, маслоразбрызгивающими кольцами.
Циркуляционная подача масла применяется для смазывания подшипников скольжения
(работа в режиме жидкостного трения) и подшипников качения мощных
высокоскоростных редукторов, электроприводов, центрифуг и др. При этом масло с
помощью насоса (шестеренчатого, плунжерного и др.) по трубопроводам
доставляется к деталям и разбрызгивается принудительно с помощью струйных
форсунок, капельно и др.
Смазку приборных устройств производят обычно в процессе сборки, закладывая ее в
количествах, достаточных для эксплуатации в течение ресурса.
В зависимости от количества пар трения,
обслуживаемых системой смазки бывают:
- индивидуальная (смазывающий
агент подается только к одной паре трения);
- централизованная (смазывающий агент подается к
нескольким парам трения).
8. Плиты и рамы
Фундаментные
плиты (рис.8.1) и рамы (см. рис.8.2) предназначены для
установки на них агрегатов машины (двигателя, редуктора, открытой передачи и
т.д.) и должны обеспечить соосность их валов, легкую
сборку и разборку машины. Они должны быть жесткими и прочными. Это
обеспечивается выбором надлежащей формы и размеров, применением усиливающих
ребер, перегородок (диафрагм), приливов и т. п.
Плиты выполняют литыми, а рамы – сварными.
Сварные рамы, выполненные из профильного (швеллеры,
уголки, двутавры) и листового материала, легче и
дешевле литых плит, поскольку не требуется изготовлять дорогостоящие модели и
стержневые ящики. Это преимущество выявляется при единичном производстве. При
выпуске более тpex-пяти
изделий экономически выгодно изготовить плиты Их отливают, как правило, из
серого чугуна марок СЧ10, СЧ15, позволяющего получить недорогостоящие детали
сложной формы, обладающие достаточно высокой жесткостью и прочностью.
Перспективно применение комбинированных сварно-литых и штампосварных
конструкций, так как при этом снижается масса, экономится металл и упрощается
обработка.
Конструкция плит и рам зависит в основном от
типоразмера агрегатов, устанавливаемых на них. В зависимости от расположения
крепления элементов привода по высоте рама может быть плоской или ступенчатой.
На рис.8.1 показан эскиз типовой плиты для установки
на нее электродвигателя и цилиндрического редуктора, причем высота центров
электродвигателя на ∆H больше,
чем у редуктора.
Рис.8.1.
Эскиз типовой плиты
На рис.8.2 представлен эскиз типовой
сварной рамы для того же привода.
Конструкции плит (рам) различны. Однако у
них имеются общие конструктивные элементы (см. рис. 8.1, 8.2):
1 - стенки;
2 - приливы с отверстиями для размещения фундаментных
болтов, крепящих плиту к фундаменту;
3 - ребра жесткости;
4 - опорные фланцы;
5 - окна в горизонтальных и вертикальных стенках;
6 - платики,
предназначенные для уменьшения обрабатываемой поверхности;
7, 8 – резьбовые отверстия для установки шпилек
(винтов), служащих для крепления агрегатов к плите;
9 - отверстия для штифтов, используемых для фиксации
агрегата.
Рис.8.2.
Эскиз типовой рамы
На рис.8.3 представлены примеры
выполнения различных конструкций рам: (рис.8.3,а – плоская рама линейной
компоновки; рис.8.3,б – длинная
плоская рама линейной компоновки с дополнительными диагональными связями для
повышения продольной жесткости; рис.8.3,в – Г-образная плоская рама, позволяющая рационально использовать
пространство и обладающая меньшей металлоемкостью по сравнению с линейной, но
требующая дополнительной обработки короткого
продольного швеллера, чтобы затем
качественно вварить его в поперечный; рис.8.3,г – при требовании поднять раму над основанием, ее устанавливают на
стойках и обычно усиливают ее жесткость диагональными связями. Также
возможно П-образное и Т-образное
изготовление рамы.
Рис. 8.3.
Конструкции рам
Обычно высота расположения центра
двигателя от основания и высота центра быстроходного вала редуктора от
основания различны. Конструкция рамы должна осуществлять точное согласование
положения двигателя относительно редуктора, обеспечивая соосность
валов (использование специально
предназначенных для этих целей видов муфт
все же довольно ограничено малым возможным диапазоном компенсации). При разнице до
Рис. 8.4.
Выравнивание разности высот осей вращения валов
Прежде чем приступить к проектированию плиты (рамы),
необходимо определить ее конструктивную форму и основные размеры. Для этого
следует вычертить общий вид установки в необходимых количествах проекций.
Высоту плиты Н
(H1)
выбирают исходя из условия обеспечения главного критерия ее работоспособности:
H ≥
(0,09-0,11)L,
где L -
длина плиты.
Продольная жесткость рамы считается
достаточной, если выполняется соотношение высоты и длины продольных балок H/l≥(1/8 –1/10). При наличии в
приводе ременной передачи в случае невыполнения рекомендуемого отношения
следует увеличить номер профиля, так как рама имеет характерно вытянутую форму.
Так как рама при сварке коробится, то все опорные поверхности,
на которые устанавливают механизмы привода, обрабатывают после сварки.
Литые плиты дороже сварных
рам и поэтому распространены меньше. Для облегчения плит без ослабления жесткости
их делают пустотелыми и усиливают ребрами.
Размеры ∆H, L и B
плиты определяются компоновкой и
конструкцией устанавливаемых на ней агрегатов.
Толщину стенок δ назначают постоянной во всех сечениях и выбирают в
зависимости от приведенного габаритного размера N:
N=0,33(2L+B+H)
В вертикальных стенках необходимо предусматривать
сквозные окна, используемые для транспортировки плиты. В горизонтальных стенках
следует делать возможно большие окна.
При конструировании фундаментной плиты следует
предусмотреть литейные уклоны β из ряда:
1:5 (~12o), 1:10 (~6o), 1:20 (~3o), 1:50 (~1o).
Радиусы закруглений R должны быть назначены из
условия:
R
≥ (0,2-0,3)δ
Опорные поверхности плиты
должны обрабатываться, и их следует отделять от черных (необрабатываемых)
поверхностей. Поэтому в этих местах толщину стенки надо увеличивать,
предусматривая необходимые приливы, аналогичные платикам
в сварных рамах.
Высота всех приливов, где размещаются фундаментные
болты, должна быть одинаковой. Для рам средних размеров высоту приливов h
принимают из диапазона (5-8) мм.
Диаметр d и
число фундаментных болтов zф, крепящих
раму (фундаментную плиту) к полу
цеха, следует выбирать
в соответствии с таблицей.
Размеры опорных поверхностей b1 и t приведены
на рис.8.1.
Размер b1
необходимо проверить по условию
σсм ≤ σсмр,
где σсм - максимальное напряжение смятия в стыке, возникающее от затяжки
фундаментных болтов и действия внешней нагрузки;
σсмр
- допускаемое напряжение смятия для материала фундамента (или пола).
Диаметры резьбовых отверстий, служащих для крепления
агрегатов, назначают по соответствующим размерам агрегатов.
Опорные поверхности — платики, на которые устанавливают редукторы и
электродвигатели, создаются привариванием узких полосой стали высотой 5 - 6 мм.
В плитах больших размеров для увеличения жесткости и
прочности следует предусматривать продольные и поперечные ребра толщиной 0,8δ, отстоящие от опорной поверхности не менее, чем на δ.
Сборочные единицы крепят к
плите болтами (рис. 8.4.1) или шпильками (рис. 8.4.2). Крепление шпильками
затрудняет сборку, так как требует, чтобы редуктор и электродвигатель
устанавливались в сборе с муфтой. Крепление болтами позволяет устанавливать
редуктор и электродвигатель последовательно.
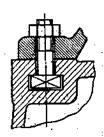
Рис. 8.4.1.
Крепление сборочной единицы к плите болтами
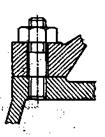
Рис. 8.4.2.
Крепление сборочной единицы к плите шпильками
8.1. Материалы рам
Рамы желательно изготавливать из швеллеров одного размера,
которые для удобства крепления агрегатов к раме и самой рамы к фундаменту
располагают полками наружу.
Размер Н
профиля (его номер) должен быть выбран так, чтобы обеспечивались два условия:
- условие создания необходимой жесткости в
соответствии с вышеприведенной формулой для определения условия
обеспечения главного критерия работоспособности плиты Н;
- условие свободного размещения гайки или головки
болта большего диаметра на полках швеллера.
Все контуры стыкуемых деталей рам следует обваривать.
Номер профиля швеллера и уголка из прокатной стали назначают по диаметру отверстий для болта крепления
редуктора к раме. Рекомендации по выбору номера профиля и расположению болтов
крепления относительно полки швеллера представлены в табл. 8.1 и 8.2. В местах сверления
отверстий под болты крепления двигателя и редуктора приваривают платики, затем их поверхности подвергают фрезерованию, что
позволяет достигнуть параллельности привалочных
плоскостей двигателя и редуктора.
Таблица 8.1. Размеры профиля и размещение отверстий
под заклепки и болты из швеллеров (МН 1387-60 и ГОСТ
11284-75 *)
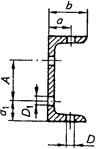
|
№ профиля |
Размеры полки, мм |
Размеры стенки, мм |
|
||||
|
b |
A |
D |
A |
a1 |
D1 |
|
|
|
5 6,5 |
32 36 |
20 |
9 |
- |
- |
- |
|
|
8 |
40 |
25 |
11 |
- |
- |
- |
|
|
10 12 |
46 52 |
30 |
34 |
33 |
9,0* |
|
|
|
17 |
44 |
38 |
13,0 |
|
|||
|
14 14а |
58 62 |
35 |
56 |
42 |
15,0* |
|
|
|
16 |
64 |
20 |
60 |
50 |
17,0* |
|
|
|
16а 18 |
68 70 |
40 |
|||||
|
70 |
55 |
20 |
|||||
|
18а 20 |
74 76 |
45 |
24 |
||||
|
80 |
60 |
24 |
|||||
|
20а 22 22а 24 |
80 82 87 90 |
50 |
|||||
|
26 |
90 |
65 |
26 |
||||
|
110 |
|||||||
|
24а 27 |
95 |
60 |
130 |
70 |
|||
|
30 33 |
100 105 |
160 |
|||||
|
190 |
|||||||
|
36 40 |
110 115 |
70 |
210 |
75 |
|||
|
250 |
|||||||
Примечания:
1. При использовании заклепок номинальные диаметры
отверстий D1,
отмеченные звездочкой, можно увеличить на
2. Размеры a, a1, A, D и D1 предусматривают
применение болта с шестигранной головкой по ГОСТ 7798-70* и болта с
шестигранной головкой для отверстий из - под развертки по ГОСТ 7817-80*,
заклепок стальных с полукруглой головкой для плотно прочных швов по ГОСТ 10301-80* и заклепок стальных с потайной
головкой для прочных и плотно прочных швов по
ГОСТ 10300-80*.
3. Предельные отклонения размеров a, a1, A, D и D1 назначают
индивидуально в зависимости от точности стальных конструкций и условий
изготовления последних.
Таблица 8.2. Размеры профиля и размещение отверстий
под заклепки и болты из прокатной угловой стали (МН
1387-60 и ГОСТ 11284-75*)
|
b, B |
Однорядное расположение отверстия |
Двухрядное расположение отверстия |
||||||
|
цепное |
шахматное |
|||||||
|
А |
Dнаиб |
а1 |
А |
Dнаиб |
а1 |
А |
Dнаиб |
|
|
20 |
13 |
4,5 |
- |
- |
- |
- |
- |
- |
|
25 |
15 |
5,5 |
||||||
|
28 |
6,6 |
|||||||
|
32 |
18 |
|||||||
|
36 |
20 |
9,0 |
||||||
|
40 |
22 |
11,0 |
||||||
|
45 |
25 |
|||||||
|
50 |
30 |
13,0 |
18 |
22 |
6,6 |
18 |
20 |
6,6 |
|
56 |
25 |
|||||||
|
63 |
35 |
17,0 |
20 |
32 |
9,0 |
20 |
28 |
9 |
|
70 |
40 |
20 |
25 |
25 |
||||
|
75 |
45 |
22 |
28 |
30 |
||||
|
80 |
35 |
11,0 |
||||||
|
90 |
50 |
24,0 |
30 |
40 |
11,0 |
40 |
13 |
|
|
100 |
55 |
35 |
40 |
|||||
|
110 |
60 |
26,0 |
55 |
15 |
45 |
15,0 |
||
|
125 |
70 |
45 |
55 |
35 |
24 |
|||
|
140 |
- |
- |
70 |
20,0 |
60 |
40 |
26 |
|
|
160 |
55 |
75 |
22 |
70 |
24 |
|||
|
180 |
90 |
26,0 |
65 |
80 |
26,0 |
|||
|
200 |
70 |
80 |
||||||
|
220 |
90 |
90 |
||||||
|
250 |
80 |
110 |
30,0 |
100 |
30,0 |
|||
Примечание:
1. При установке
заклепок в два ряда в цепном порядке для всех уголков (кроме уголков с шириной
полки 125 и
2. При стыковании профилей двух уголков
размеры A, a1, D и D1 определяют индивидуально в соответствии с требованиями
на изготовление стальных конструкций.
При выборе
материала детали следует учитывать следующие факторы:
- массовые и габаритные требования к проектируемому
изделию;
- соответствие физико-механических свойств материала
готовой детали (с учетом
изменении этих свойств в процессе предшествующих
обработок и покрытий) главному критерию работоспособности (прочности,
жесткости, износостойкости и др.) и требуемому сроку службы (долговечности);
- специфические условия работы изделия (агрессивную
среду, запыленность и т.п.);
- соответствие технологических свойств материала
(литейных свойств, штампуемости, свариваемости,
обрабатываемости на станках) конструктивной форме, предполагаемому способу
получения заготовки и готового изделия и требуемым параметрам качества
поверхности (прежде всего, шероховатости);
- возможность унификации материала деталей
проектируемой машины;
- стоимость и дефицитность материала;
- требования эстетики.
Окончательное решение о выборе того или иного
материала принимают на основе технико-экономического расчета с учетом
возможности экономии материала и повышения эффективности производства.
В тексте пояснительной записки, спецификации и графе 3
основной надписи рабочих чертежей деталей необходимо указывать обозначение материала деталей. Это
обозначение следует вносить в текст пояснительной записки лишь для
проектируемых деталей.
В спецификации в графе «Наименование» данное
обозначение приводить для двух разделов - «Детали» и «Материалы», причем в
разделе «Детали» его указывать лишь для оригинальных деталей, на которые не
выпущены чертежи, сразу после их наименования.
Если для изготовления детали предусматривается
использование заменителей материала, то их следует указывать в технических
требованиях, технических условиях или в других документах.
В обозначении материала должны быть оказаны его марка
и номер стандарта.
8.2. Крепление рам к фундаменту
Крепление рамы к фундаменту производят за нижнюю или
за верхнюю полку швеллера, пропуская
фундаментный болт через обе полки (рис. 8.5).
Рис. 8.5. Способы крепления рамы к фундаменту и
варианты усиления жесткости швеллера: а –
за нижнюю полку с вваренными для жесткости швеллера
отрезками полос; б
– усиление жесткости отрезком уголка; в
– усиление жесткости отрезком трубы; г – без усиления
Число и диаметр
фундаментных болтов выбирают согласно рекомендациям таблицы 12.3.
Таблица 8.3.
Выбор значений диаметров и числа фундаментных болтов в зависимости от длины
рамы, мм
|
Наименование параметра |
Длина рамы |
|||
|
менее 500 |
500 … 700 |
700 … 1000 |
1000 … 1500 |
|
|
Длина фундаментных болтов |
14 |
16 |
20 |
24 |
|
Число фундаментных болтов |
4 |
4 |
6 |
8 |
Выполняя крепление рамы к фундаменту, следует иметь в виду:
- диаметр фундаментного болта не должен быть меньше
диаметра болта крепления редуктора к раме;
- длина участка заливаемого в бетон болта должна быть равна
величине 15…20 диаметров резьбы;
- для компенсации уклона внутренней
поверхности полки швеллера при креплении за нижнюю полку приваривают косую
шайбу. Ее можно устанавливать на болт как
отдельную деталь или приваривать на раму (табл. 8.4);
- в том случае, когда фундаментный
болт проходит через обе полки, для того,
чтобы избежать при затяжке деформации
полок швеллера, между ними вваривают
кусок стальной полосы, уголка или полой трубы (рис. 8.6).
Рис. 8.6. Шайбы косые (ГОСТ 10906-66) для швеллеров и
двутавровых балок
Таблица 8.4
|
Диаметр болта, мм |
d, мм |
В, мм |
Н1 (справочный размер), мм |
Номер швеллера (ГОСТ 8240-89) |
Номер балки двутавровой (ГОСТ 8239-89) |
|
8 10 |
8,4 10,5 |
16 20 |
4,9 5,1 |
5 8 |
- 14 |
|
12 14 |
12,5 14,5 |
30 30 |
5,7 5,7 |
12 |
20а |
|
16 18 |
16,5 18,5 |
40 40 |
6,2 6,2 |
16 |
24а |
|
20 22 |
21,0 23,0 |
40 50 |
6,2 6,8 |
18а |
27а |
|
24 27 |
25,0 28,0 |
50 50 |
6,8 6,8 |
22 |
50 |
|
60 |
Наиболее распространены конструкции фундаментных болтов с коническим
концом, с дополнительной цанговой втулкой на конце, с навинченной на конец гайкой конической формы, с изогнутым концом
(рис.8.7). Размерные соотношения для последнего: H = 20d;
L1 =
8d; L2 = 4d; b = (6–8)d.
Способы крепления рамы к фундаменту, электродвигателя
и редуктора к раме должны быть показаны на сборочном чертеже привода сечениями
в масштабе: М 1:1. Варианты
выносных сечений крепления рамы к фундаменту показаны на рис. 8.8: а –
крепление за верхнюю полку, б – крепление за нижнюю полку. Варианты
крепления редуктора и двигателя к раме, электродвигателя к салазкам показаны на
рис. 8.9.
Рис. 8.7. Конструкции фундаментных болтов: а – с утолщением на конце в виде
обратного конуса;
б – с самозаклинивающейся цангой; в – с конусной гайкой; г –
болт с изогнутым окончанием
Рис. 8.8. Варианты выносных сечений крепления рамы к
фундаменту:
а – сквозное крепление за верхнюю полку; б –
крепление за нижнюю полку
Рис. 8.9. Варианты крепления: а – лапы двигателя к салазкам;
б – редуктора (двигателя) к раме болтом; в – тоже винтом
Чертеж рамы выполняют после
сборочного чертежа привода, когда известны ее конструкция и основные размеры.
Пример чертежа рамы для варианта привода (рис.8.10) изображен на рис. 8.11.
Пояснения к его выполнению и спецификация рамы приведены ниже.
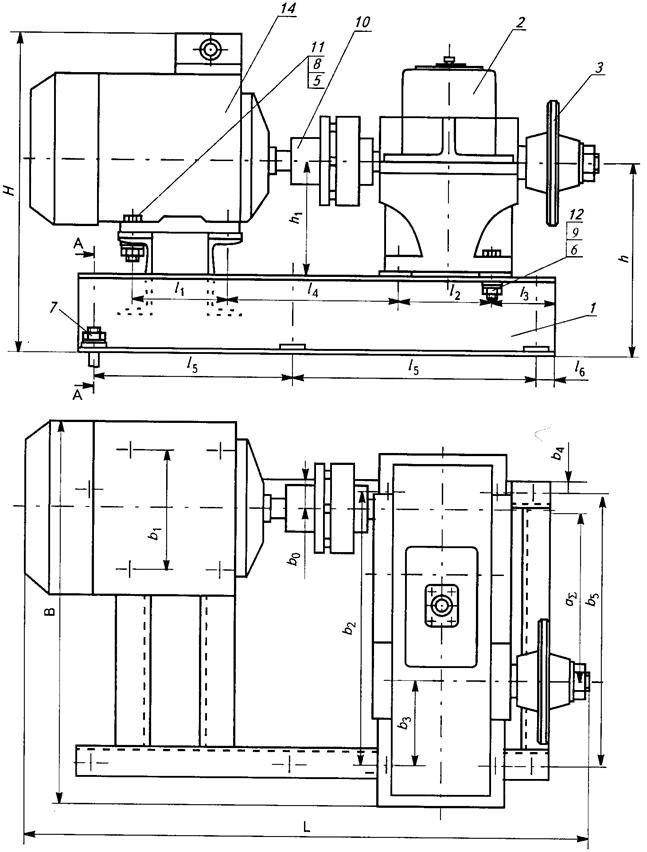
Рис. 8.10. Чертеж
привода с редуктором Ц2У
Рис. 8.11.
Чертеж рамы
Приведенная рама, предназначенная для установки двигателя с двухступенчатым
редуктором, сварена из швеллеров № 14. Номер профиля выбран из табл. 8.1 по
диаметру отверстия
Жесткость рамы достигается выбором номера швеллера, а также
выполнением поперечных связей 2 и
4. Габариты рамы оптимальны: длина обусловлена компоновкой
двигателя, соединительной муфты, редуктора и размещением фундаментных болтов и
ширина рамы минимальна – продольный швеллер использован для установки болтов
крепления редуктора; высота рамы зависит от выбранного номера швеллера и
разности размеров осей валов двигателя и редуктора по высоте.
Крепление рамы к фундаменту предусматривается шестью болтами диаметром
Размеры, указываемые на чертеже рамы,
делятся по назначению на:
габаритные – для оценки
размеров изделия;
установочные – отверстия и их координаты для фундаментных болтов,
болтов крепления электродвигателя и редуктора;
технологические – для непосредственного изготовления (сварки) рамы.
Технологические размеры дают информацию о длинах заготовок продольных
швеллеров 1 (размер
Дальнейшее проставление размеров неразрывно связано с технологией изготовления
и последовательностью разметки рамы. Фрезерованием поверхностей платиков добиваются параллельности привалочных
плоскостей двигателя и редуктора, выдержав размер
Чтобы обеспечить соосность валов двигателя и
редуктора, их установочные размеры должны быть взаимно увязаны. Вначале
наносят координаты отверстий крепления редуктора (на виде сверху). За базу
принята наружная поверхность полки швеллера – размер
Диаметр отверстий в раме под все болты крепления на 1...2 мм больше,
чем диаметр болтов. Наличие зазоров дает возможность корректировать соосность валов при монтаже. В вертикальном направлении
для этой цели можно применять стальные прокладки.
Для проставляемых размеров не требуется высокая точность изготовления,
поэтому в технических требованиях оговаривают предельные отклонения размеров
записью: «Предельные отклонения размеров отверстий Н14; валов h14; остальных ±IT14/2».
Раму сваривают, как правило, ручной электродуговой сваркой
по ГОСТ 5264–85. Сварные швы непрерывные по контуру прилегания деталей.
Обозначают и изображают сварные швы по ГОСТ 2.312-72*. Швы одного типа
обозначают упрощенно. На одном из них приводят полную информацию с указанием
количества, присвоенного номера и необходимых параметров, а для остальных на
полке линии выноски – только номер шва. Так, например, стыковые швы поперечных
швеллеров обозначены «С2 4 № 3». Такая запись
означает: С – шов стыковой, типа 2 – без предварительной разделки кромок,
число швов – 4, № 3 – присвоенный номер. На всех остальных швах этого типа
приводят только № 3. Согласно требованиям ЕСКД общие указания для всех швов
можно выносить текстом в технические требования, например:
1) варить по контуру прилегания деталей сплошным непрерывным швом;
2) сварные швы выполнять по ГОСТ 5264-85.
При проектировании рамы следует избегать следующих ошибок:
расположения отверстий под болты крепления вблизи сварных швов; установки
болтов крепления в поперечных швеллерах над продольными, что может затруднить
установку или даже сделать ее невозможной; установки швеллеров полками вовнутрь
рамы, что исключает доступ гаечного ключа при монтаже к болтам и гайкам.
9. Список рекомендованной литературы
1. Иванов М.Н., Иванов В.Н.
Детали машин: Курсовое проектирование −М.: Высш.
шк., 1975. − 551 с.: ил.
2. Дунаев П.Ф.
Конструирование узлов и деталей машин − М.: Высш.
шк., 1978. − 352 с.: ил.
3.
Кудрявцев В.Н., Державец Ю.А., Арефьев И.И. и др.
Курсовое проектирование деталей машин − Л.: Машиностроение, 1984. −
400 с.: ил.
Вопросы для самопроверки
- Корпусные детали
предназначены для...
1) размещения в них деталей
узла
2) обеспечения правильного
расположения деталей
3) передачи действующих
усилий на основание
4) обеспечения условий смазки
передач и подшипников
5) обеспечения виброустойчивости
- Корпусные детали стационарных машин чаще
всего изготавливают из...
1) серого чугуна
2) стального литья
3) малоуглеродистых сталей
4) легких сплавов
- Толщина стенки цилиндрического редуктора
зависит от...
1) величины нагрузок
2) межосевого расстояния
3) характера нагрузок
4) планируемого срока службы
- Толщина стенки сварного
стального корпуса ...... толщины стенки корпуса из чугуна
1) больше
2) меньше
3) как правило, не отличается
от
4) зависит от его
конструктивной сложности и может быть как больше, так и меньше
- Сварные корпуса применяют при ...... типе производства
1) мелкосерийном
2) среднесерийном
3) крупносерийном
4) любом
- Основным критерием
работоспособности корпусных деталей является их...
1) жесткость
2) масса
3) стоимость
4) удобство изготовления
- Минимальная толщина стенок
корпусов, отлитых из углеродистых сталей, по сравнению с чугунными
......
1) меньше
2) больше на 5...10%
3) больше на 15...20%
4) меньше на 15...20%
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов